High-performance orthopedic implants and operating theatre tools engineered for maximum clinical precision.
In modern orthopedic traumatology and reconstructive surgery, achieving rigid internal stability while preserving soft tissue envelope integrity is of paramount clinical importance. Headless Cannulated Screws represent the pinnacle of biomechanical design for intra-articular and extra-articular fracture osteosynthesis. By eliminating the traditional screw head, these implants can be driven entirely below the articular cartilage surface, reducing cartilage abrasion, impingement, and subsequent post-traumatic osteoarthritis.
"The development of headless compression systems revolutionized hand and foot reconstructive procedures. Through variable thread pitch mechanics, dynamic compression is achieved across the fracture site simply by advancing the screw, eliminating the need for complex compression instruments." - Global Orthopedic Biomechanics Consensus Report
From a structural engineering perspective, the cannulation allows for exact placement of the implant over a guide wire under fluoroscopic control. This minimally invasive delivery method is critical for preserving local vascular supply and accelerating secondary bone healing. The leading threads grasp the distal bone fragment, while the trailing threads, which feature a shallower pitch or larger outer diameter, advance at a slower rate per revolution, drawing the fragments together to achieve controlled, high-stability compression.
As a leading medical device innovator, Zynfuse Medical Technology Co., Ltd. leverages a state-of-the-art facility staffed by 85 dedicated R&D engineers and 68 quality inspection specialists. Operating strictly under ISO 13485 quality systems, Zynfuse manufactures premium medical implants and power systems designed to withstand demanding physiological loads while promoting optimal bone fusion.
Analyzing regional clinical protocols, anatomies, and the targeted deployment of headless cannulated screw architectures.
In North American and European trauma networks, the retrograde and anterograde approaches for scaphoid fractures rely heavily on 2.5mm and 3.0mm headless cannulated compression screws. Because the scaphoid is largely covered in articular cartilage and possesses a retrograde blood supply, minimizing surgical dissection is essential. The cannulated system allows surgeons to insert a guide wire percutaneously under fluoroscopic imaging to verify exact central placement, ensuring the screw is completely embedded beneath the osteochondral boundary to prevent radiocarpal impingement.
Across Asian and Middle Eastern populations, orthopedic surgeons frequently perform Chevron and Scarf osteotomies to correct hallux valgus (bunions), alongside sub-talar arthrodesis for severe joint degeneration. These procedures demand robust mechanical stability to support early weight-bearing. Using larger 4.0mm to 6.5mm headless screws ensures that the osteotomy fragments remain securely compressed without bulky screw heads causing irritation to the thin dorsal subcutaneous tissues of the foot.
In pediatric populations, particularly in specialized children's medical centers in Western countries, headless cannulated screws are the preferred choice for fixing slipped capital femoral epiphysis (SCFE) and osteochondral fractures of the knee. The headless design prevents joint irritation and simplifies potential future removals, while the cannulated channel reduces operating times during delicate open-reduction internal fixation (ORIF) procedures.
Innovation vectors driving the future of osteosynthesis and bio-integrative fixation technologies.
The next generation of headless cannulated screws aims to eliminate secondary removal operations entirely. Research is currently focused on high-purity magnesium alloys (Mg-Zn-Ca) that degrade at a controlled rate matching the natural osteogenesis cycle. As the bone heals, the implant gradually resorbs, transferring the mechanical load back to the newly formed bone, preventing stress shielding and reducing long-term foreign-body reactions.
Surface modification technologies are evolving rapidly. Incorporating nano-crystalline hydroxyapatite (HA) coatings and silver nanoparticle infusion on titanium surfaces significantly enhances osseointegration while reducing the risk of implant-associated infections. Zynfuse’s R&D department is actively testing electro-chemical anodization techniques to create self-healing bioactive layers on titanium Ti-6Al-4V ELI substrates.
Future smart implants will incorporate microscopic piezo-resistive sensors within the cannulation channel. These micro-sensors will continuously measure bone compression forces and transmit real-time data to clinician portals. This allows for personalized rehabilitation monitoring, immediately alerting medical teams if a sudden drop in compression indicates fixation failure or nonunion.
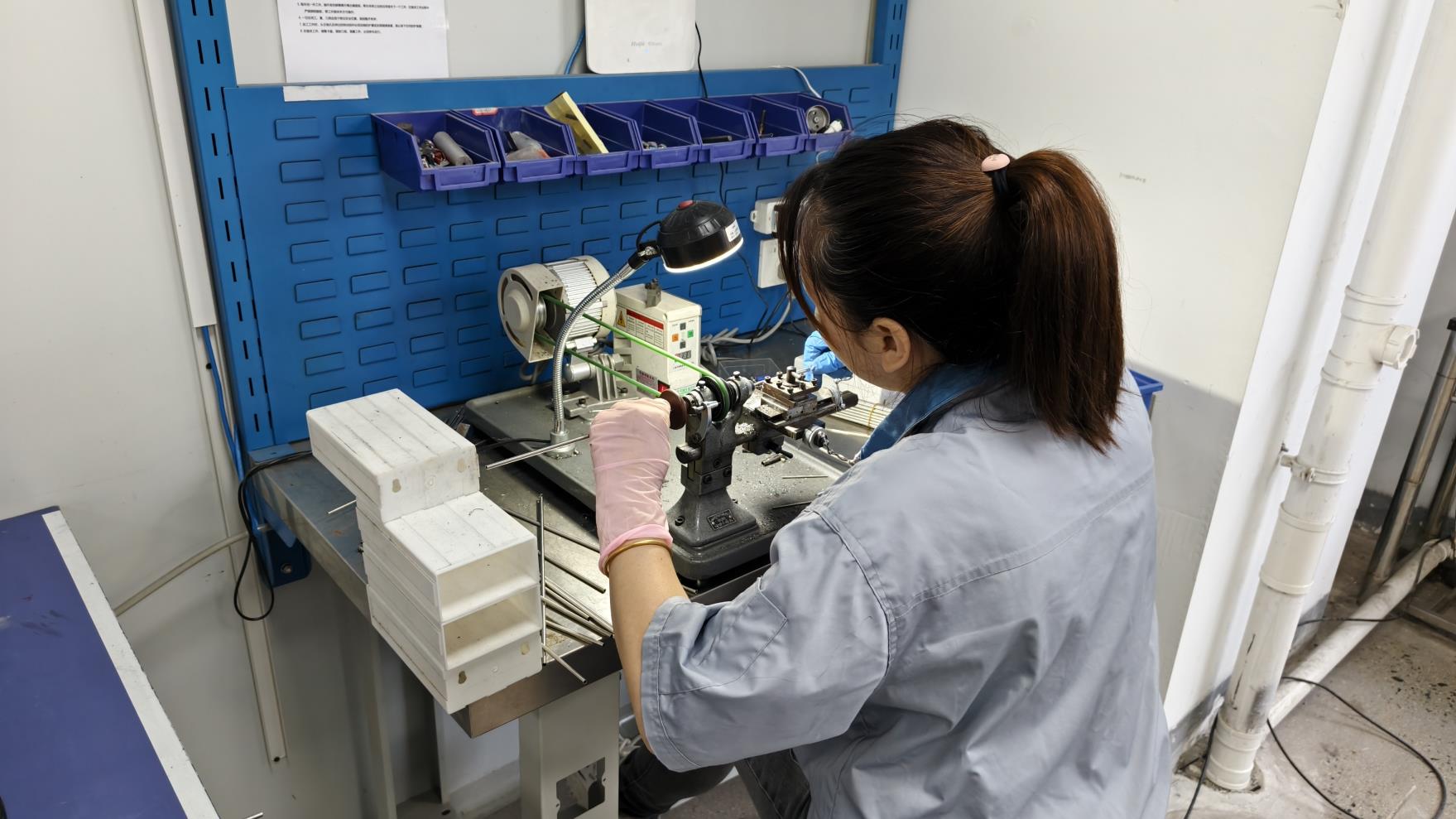
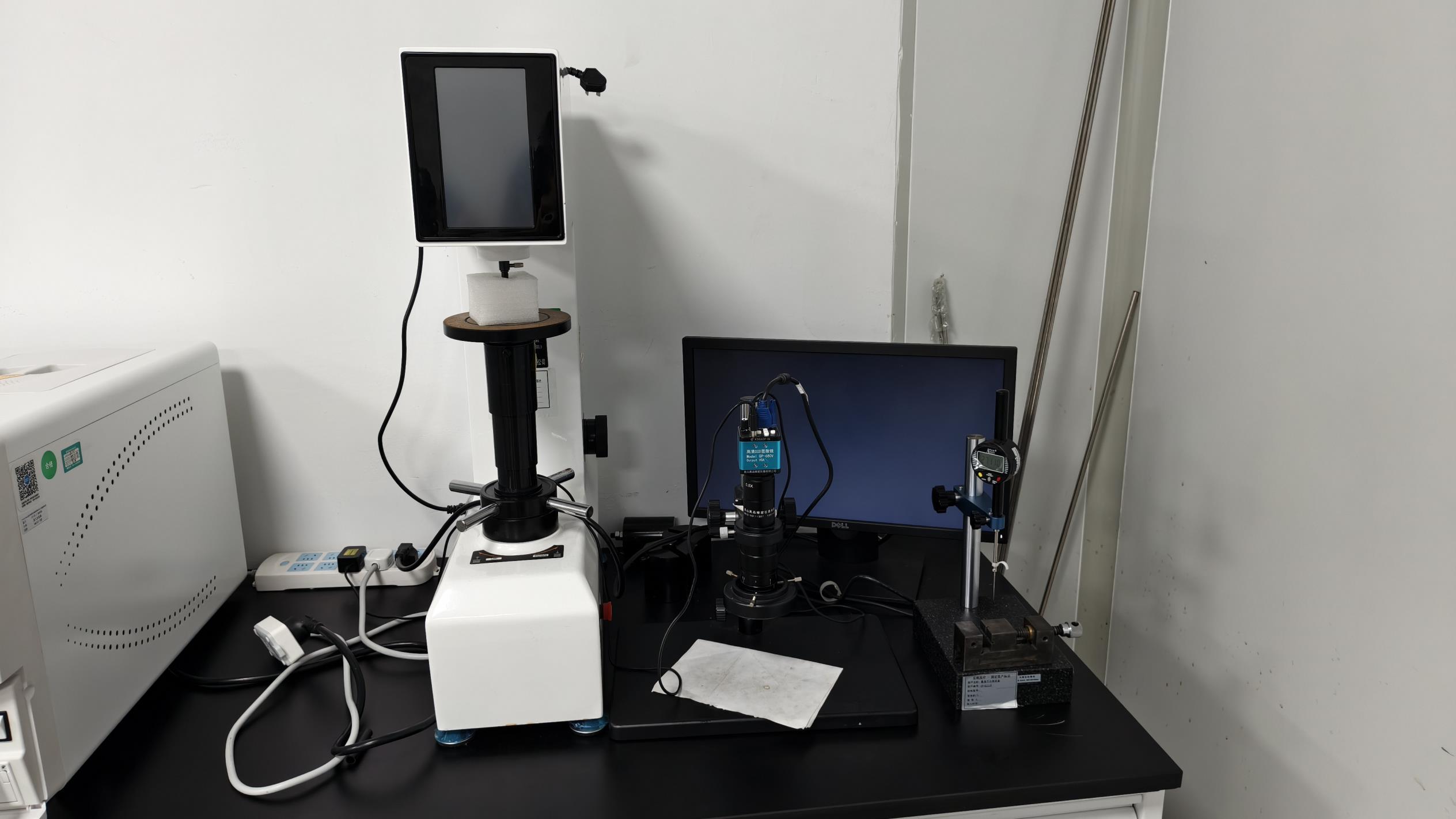
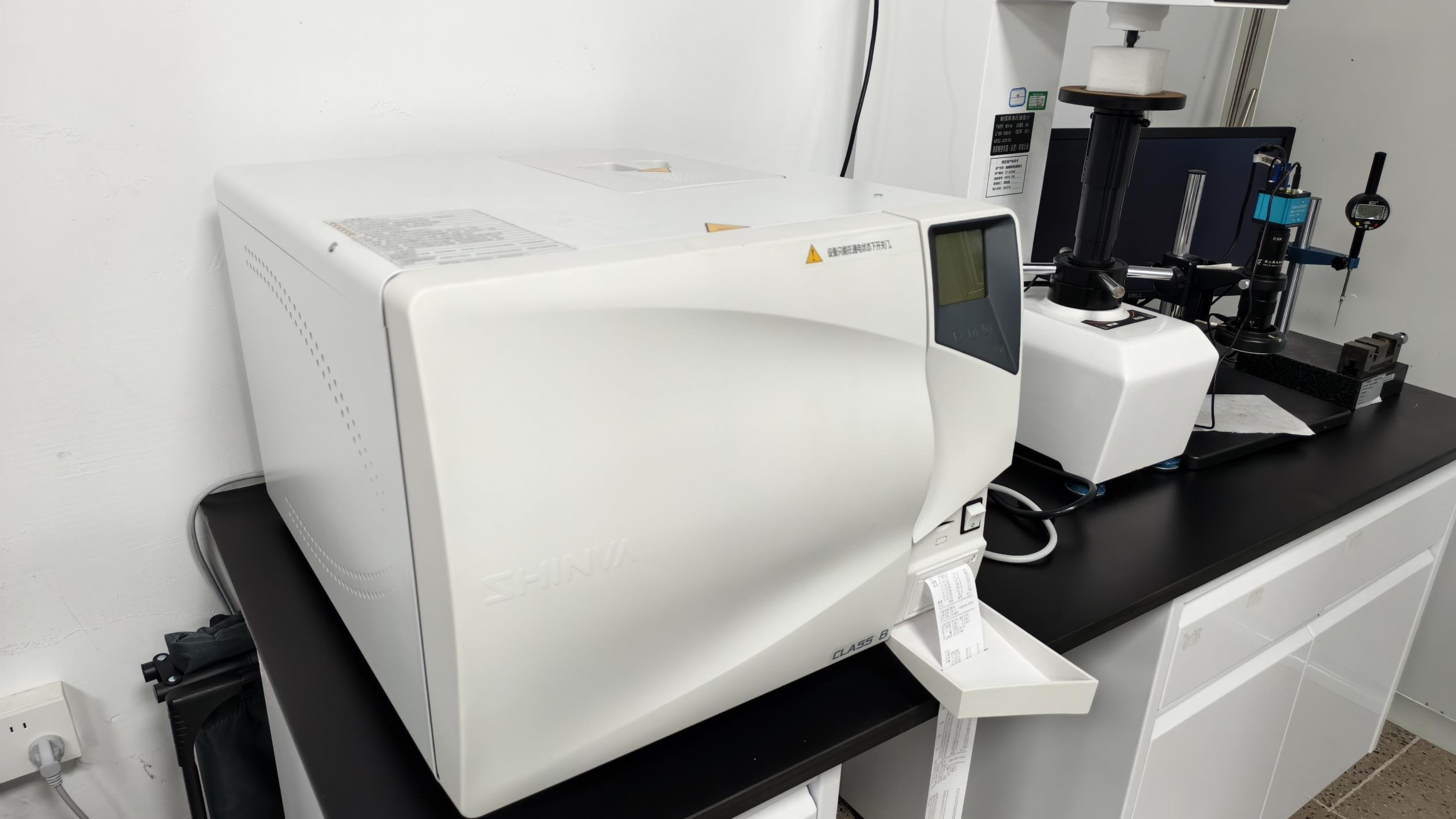
Every stage of manufacturing is performed under strict cleanroom conditions, combining precision CNC machining with advanced metallurgical testing.
















How Zynfuse maintains zero-disruption delivery schedules and cost advantages for global healthcare distributors.
Zynfuse's manufacturing facility in China spans 18,600 m² and integrates all stages of the manufacturing lifecycle. From raw titanium ingot verification using advanced spectrometers to secondary anodization and cleanroom packaging, this integrated model eliminates third-party outsourcing delays. Supported by a network of over 1,200 partners worldwide, Zynfuse maintains a highly resilient supply chain that mitigates global trade disruptions and protects clients from sudden material shortages.
Our geographic location in China’s high-tech manufacturing hub offers a strong logistical advantage. Access to raw materials like high-purity medical-grade titanium (Gr.5 / Ti-6Al-4V ELI) and specialized surgical stainless steel is secured through long-term supplier agreements. This vertical integration allows Zynfuse to achieve an annual export revenue of $18.5 million while offering highly competitive OEM and ODM solutions. Our high efficiency enables us to launch approximately 320 new products annually, keeping our catalog aligned with the latest clinical requirements.
Mitigating regulatory risk in highly controlled markets including Europe, North America, and the Middle East.
Exporting medical implants requires strict adherence to international regulatory frameworks. Zynfuse implants carry full CE Certification, verifying compliance with the stringent requirements of the European Union Medical Device Regulation (MDR 2017/745). Additionally, our operations are certified under ISO 13485:2016, the international standard for medical device quality management systems.
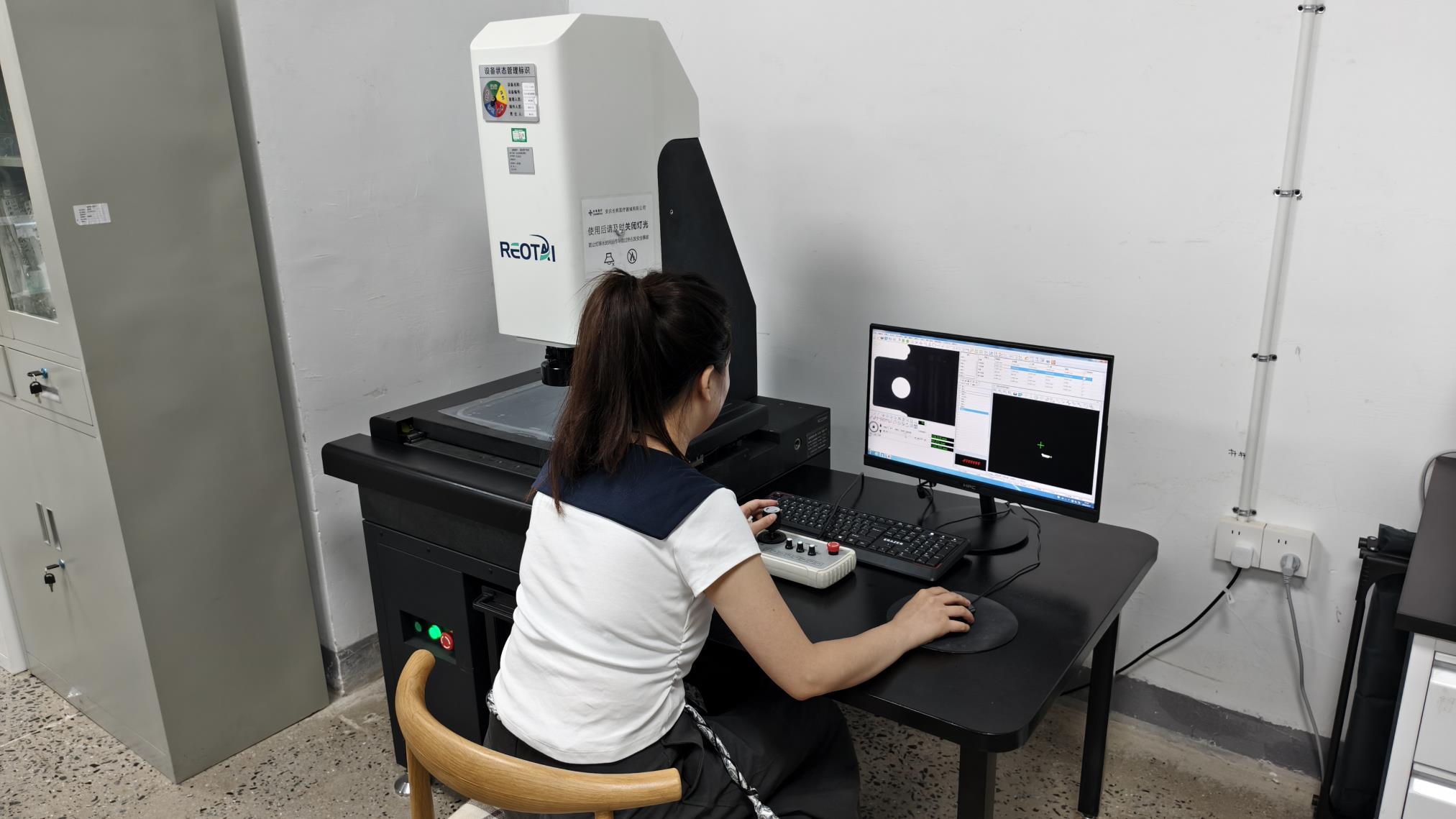
To support distributors in regions like Europe, North America, Southeast Asia, and the Middle East, Zynfuse provides comprehensive regulatory dossiers, including biocompatibility evaluations, mechanical fatigue test reports, and sterilization validation data. Our 68 quality inspection specialists verify that every batch meets the exact regulatory standards of the destination country, streamlining customs clearance and hospital procurement approval processes.
Answers to technical and regulatory questions for orthopedic procurement directors and clinical engineers.
High-reliability bone drills, spine surgery systems, and specialized arthroscopic positioning equipment.















