Engineered for high-stress orthopedic procedures, presenting superior material stability and ergonomic tactile control.






As the international medical market demands higher structural reliability and clinical adaptability, Zynfuse Medical Technology Co., Ltd. stands as a premier specialized orthopedic manufacturer. Established in 2016, we integrate 12 years of industry experience with 7 years of direct export expertise to supply orthopedic surgeons and procurement managers worldwide with standard-setting trauma instrument systems and bone fusion implants.
Our operations are headquartered inside an advanced, modern manufacturing facility spanning 18,600 m². To guarantee structural accuracy and long-term durability in high-stakes operating rooms, we maintain an expert quality control department containing 68 quality inspection specialists. This team monitors every stage of creation, executing rigorous physical checks to keep Zynfuse systems aligned with demanding international regulatory pathways.
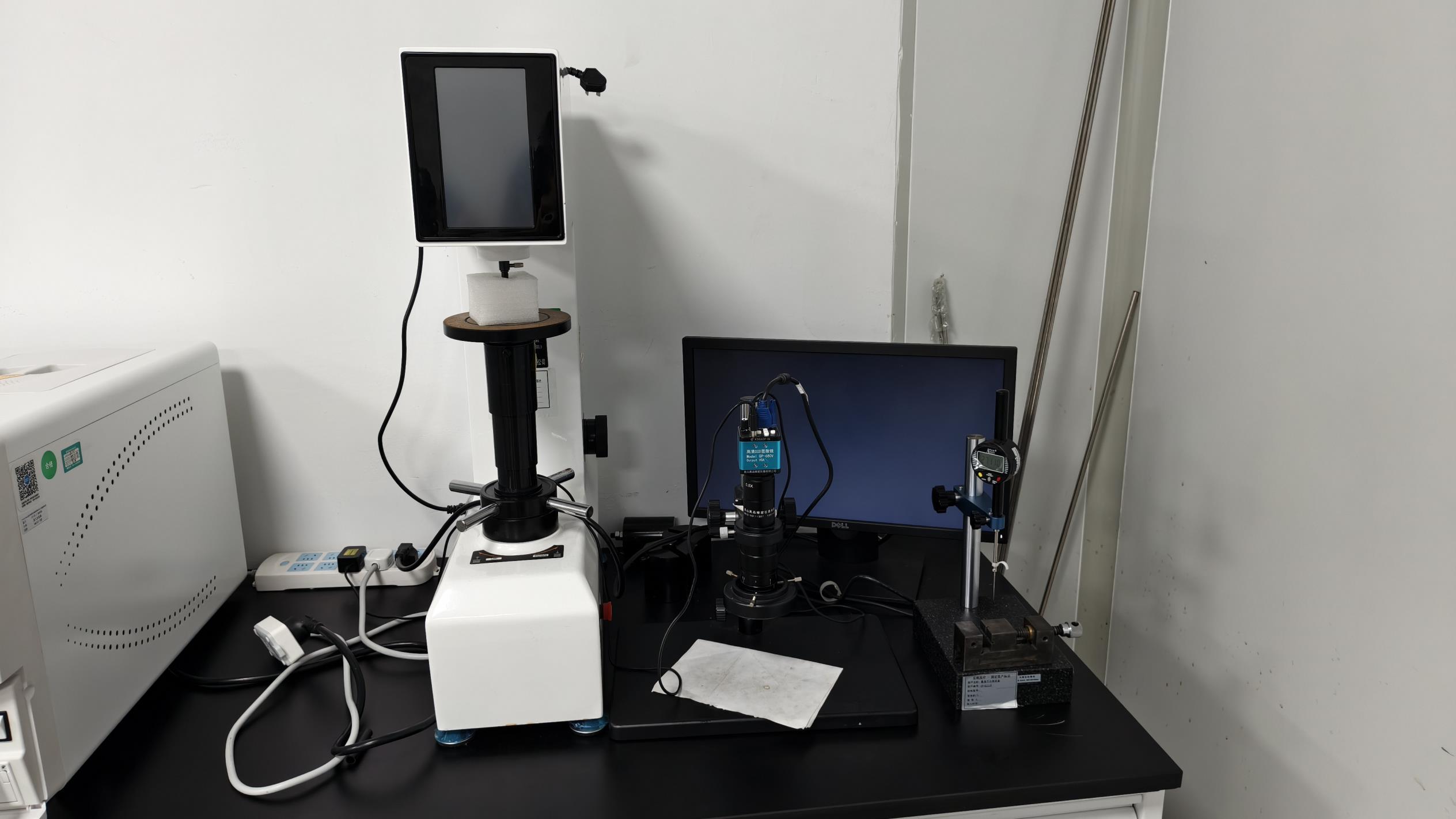
Fully certified quality workflows covering mechanical fatigue testing, chemical evaluations, and structural inspection.
Launching approximately 320 new medical devices annually, covering standard modifications and complex customized geometries.
Supplying trauma systems, pedicle screws, and sterilization containers across North America, Europe, Southeast Asia, and the Middle East.
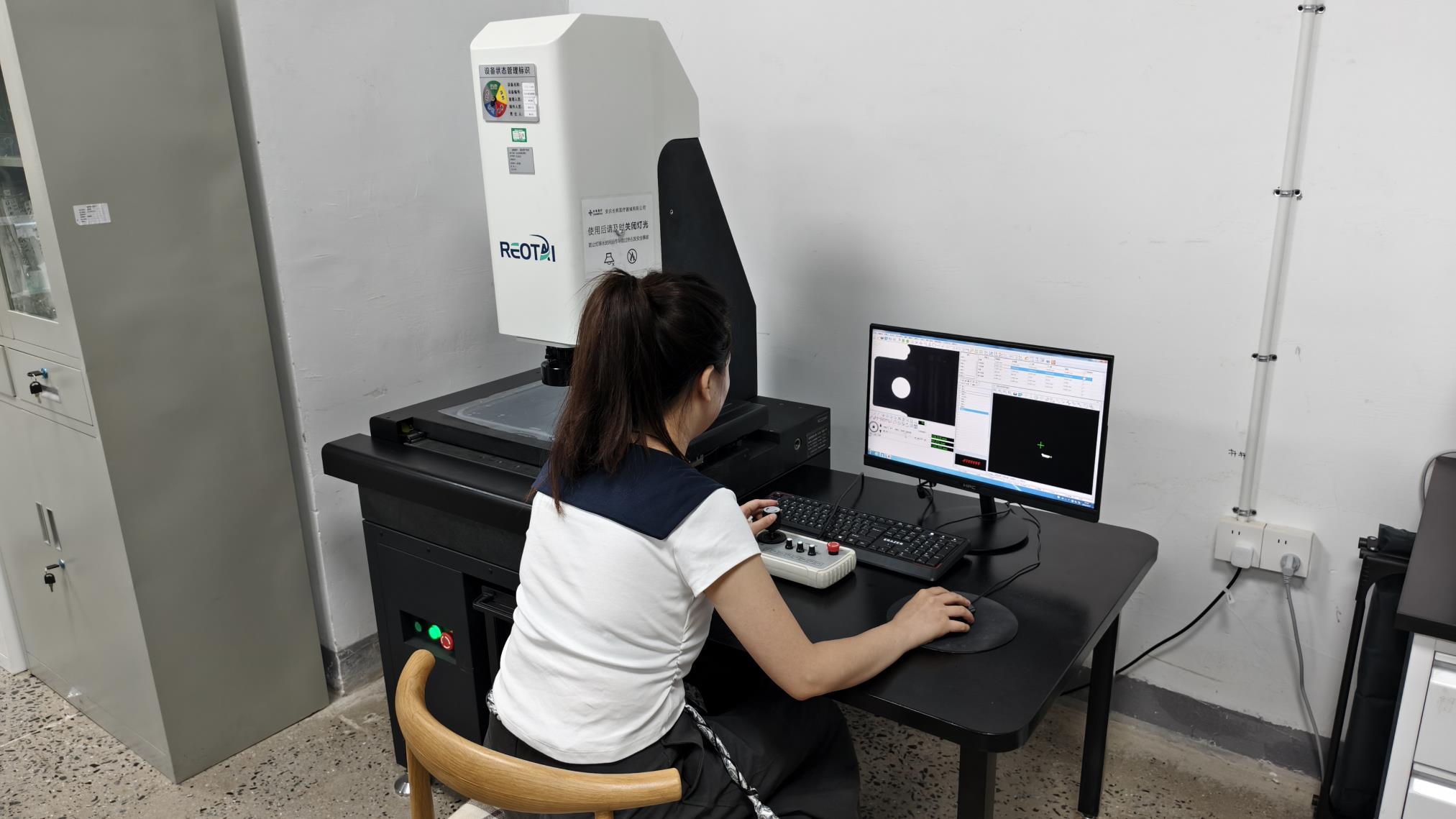
A systematic overview of our engineering process: from raw material slicing to micro-dimensional verification and packaging.











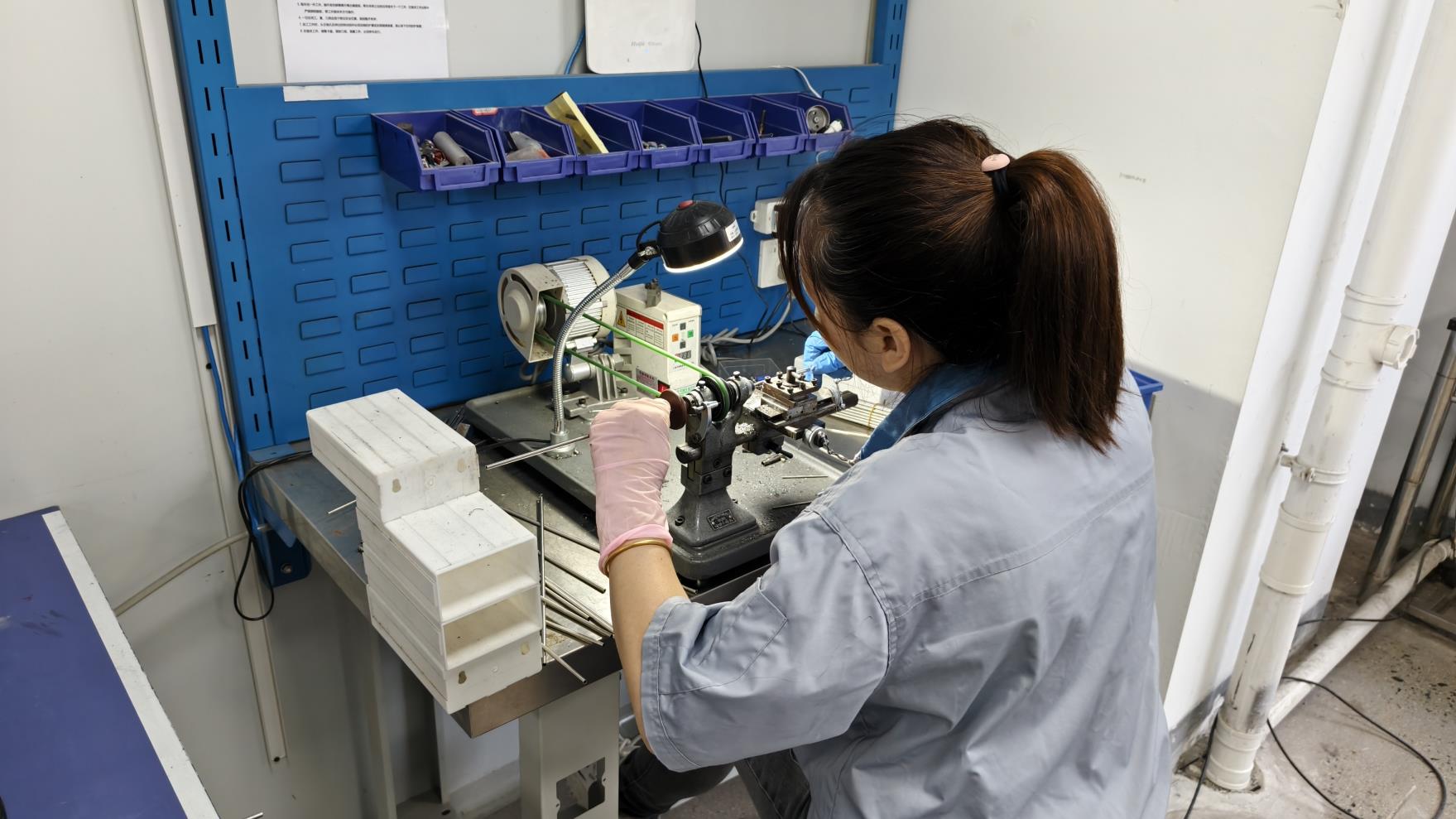





In modern trauma management, bone reconstruction outcomes depend directly on the structural precision of orthopedic implant instruments.
During orthopedic surgeries—such as fixing fractures with complex anatomical plates or inserting intramedullary nails—surgeons depend on tight fits between instruments and implants. A slight mismatch in screw head seating or dynamic guide alignment can strip threads, cause metal shedding, or result in unstable bone alignment. At Zynfuse, our production line uses Swiss-type lathes and CNC wire cutting systems to keep dimensional deviation under ±0.01 mm. This precision guarantees that drill guides, depth gauges, and locking screws interface smoothly, reducing surgical complications and lowering the risk of hardware failure.
Choosing the right material determines the safety and long-term durability of bone fusion implants and trauma instruments. Zynfuse uses medical-grade titanium alloy (typically Ti-6Al-4V ELI) and high-alloy stainless steel to meet the bio-mechanical needs of modern surgeries. Titanium offers excellent biocompatibility, a high strength-to-weight ratio, and lower stiffness that matches cortical bone, which helps prevent stress shielding. Our instruments undergo advanced surface passivation and anodization to form a protective oxide layer that resists wear, stands up to repeated steam sterilization, and prevents corrosion in biological environments.
Standard quality checks are not enough to confirm performance under cyclic stress. Zynfuse subjects its instrument lots to high-cycle fatigue tests and spectrometer composition verification. This process ensures our tools maintain structural integrity through autoclave sterilization and high-torque implant installations.
Medical procurement is subject to strict regulatory oversight. When evaluating manufacturing partners in China, supply chain managers must assess three main areas:
High-precision power systems, complex extraction sets, and anatomical fixation technologies designed for veterinary and human surgery.




In-depth responses to key clinical, structural, and regulatory questions from international medical device buyers.
Our trauma surgical instruments are made from medical-grade stainless steel (such as 1.4112 / 440C or 1.4021) to ensure excellent edge retention and hardness. Associated orthopedic implants—including locking plates, pedicle screws, and intramedullary nails—are made from implant-grade Titanium Alloy (Ti-6Al-4V ELI, complying with ASTM F136) or pure Titanium (Grades 2 and 4, complying with ASTM F67) to deliver strong biocompatibility and mechanical performance.
Every batch of incoming raw material must be accompanied by an original material test report (MTR). We run chemical validations on each batch using optical emission spectrometers and carry out metallographic analysis. This ensures the alloy composition matches strict medical standards before it enters our CNC milling and lathe systems.
Yes, our R&D center is staffed by 85 engineers who handle custom geometry adjustments, bespoke instrument design, and dedicated logo marking. We work from your CAD drawings or physical reference models to supply medical-grade implants that meet your regional regulatory requirements.
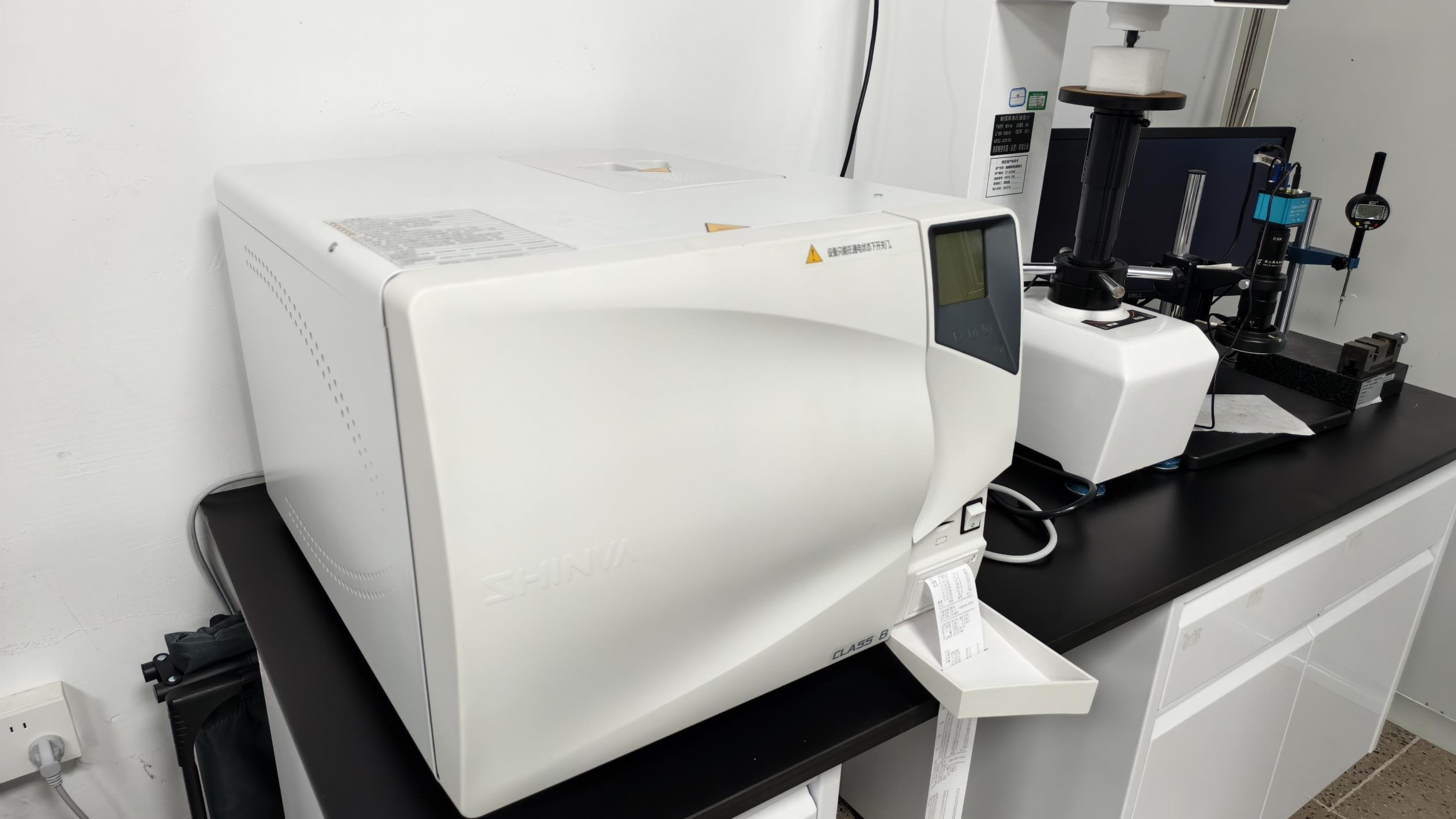
Our trauma and orthopedic surgical instrument sets are designed to withstand autoclaving (standard moist heat sterilization). The recommended cycle is 132°C (270°F) for at least 4 minutes in a pre-vacuum sterilizer, followed by a minimum 20-minute dry cycle to prevent moisture build-up inside the instrument cases.
Our quality control department tests implant designs using multi-axis tensile and cyclic fatigue testing systems. By simulating physiological load cycles, we confirm that our dynamic locking plates and compression screws maintain high mechanical endurance under stress, reducing the risk of implant fracture in the patient.




