Explore our premium medical devices engineered for high stability, fatigue resistance, and anatomical compatibility.







Established in 2016, Zynfuse Medical Technology Co., Ltd. has developed into a premier clinical manufacturer specializing in advanced orthopedic implants, biological bone fusion, and high-performance surgical systems. Built upon 12 years of industry experience and 7 years of export history, we support global healthcare agencies with consistent quality, structural innovation, and biomechanical integrity.
Operating a state-of-the-art 18,600 m² ISO-compliant facility, our infrastructure delivers both high-volume manufacturing throughput and high-tolerance customization capacity. By providing reliable mechanical performance, biocompatibility, and advanced surface treatment options, Zynfuse actively partners with medical distributors, hospital procurement teams, and orthopedic surgical centers across North America, Europe, Southeast Asia, and the Middle East.
Reverse Shoulder Arthroplasty (RSA) has emerged as one of the most successful interventions in modern reconstructive orthopedics. Originally conceived for cuff tear arthropathy, the clinical indications for RSA have significantly expanded to encompass acute complex proximal humeral fractures, severe glenohumeral osteoarthritis with bone loss, rheumatoid arthritis, tumor resections, and failed anatomic total shoulder revisions. By reversing the physiological ball-and-socket anatomy—placing the glenosphere on the scapula and the humeral cup on the humerus—RSA shifts the center of rotation medially and inferiorly. This biomechanical transition increases the deltoid lever arm, enabling patients with non-functional rotator cuffs to lift their arms using only the deltoid muscle.
As a premier China Reverse Shoulder Arthroplasty factory and exporter, Zynfuse Medical Technology remains at the forefront of this technological shift. The manufacturing of these implants requires extreme precision to control shear forces at the glenoid-bone interface and prevent complications such as scapular notching, component loosening, or instability. Modern RSA demands a deep understanding of implant materials, surface geometries, and regional anatomical variations.
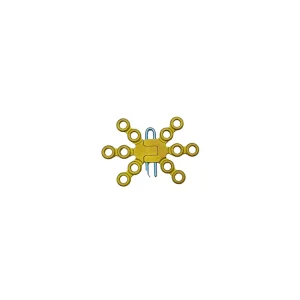
Developing an RSA system requires an integrated ecosystem of components designed to withstand multi-axial stress while promoting rapid osseointegration:
From initial design to final packaging, our factory utilizes high-precision CNC machines, laser welding, and advanced surface treatments.











Patient anatomy and surgical conditions vary across regional markets, necessitating distinct configurations of RSA implants. A primary design limitation of traditional Western implants has been their sizing scale, which often does not fit smaller skeletal structures.
In East Asian markets, patient demographics demonstrate smaller average glenoid heights and widths. Applying a standard oversized glenosphere (e.g., 38mm or 42mm) without anatomical scaling risks glenoid vault perforation or extreme soft-tissue tension. Zynfuse addresses this through anatomical customization, providing smaller, optimized baseplates and 32mm–36mm glenosphere profiles. This customization preserves structural bone support and prevents early implant failure.
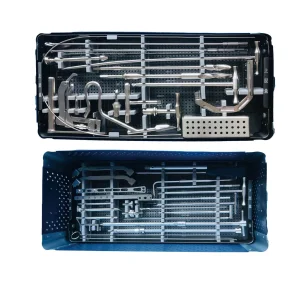
Conversely, in North American and European clinical environments, orthopedic departments face an increasing volume of outpatient total joint replacements. Here, the emphasis shifts toward implant instrumentation efficiency. Zynfuse supports these procedures with sterile-packed, single-use instrument kits and streamlined surgical systems. These advancements minimize operating room setup times and lower sterilization processing costs, supporting the shift toward ambulatory surgery centers (ASCs).
The future of Reverse Shoulder Arthroplasty lies in digitalization, manufacturing innovation, and personalized medicine:
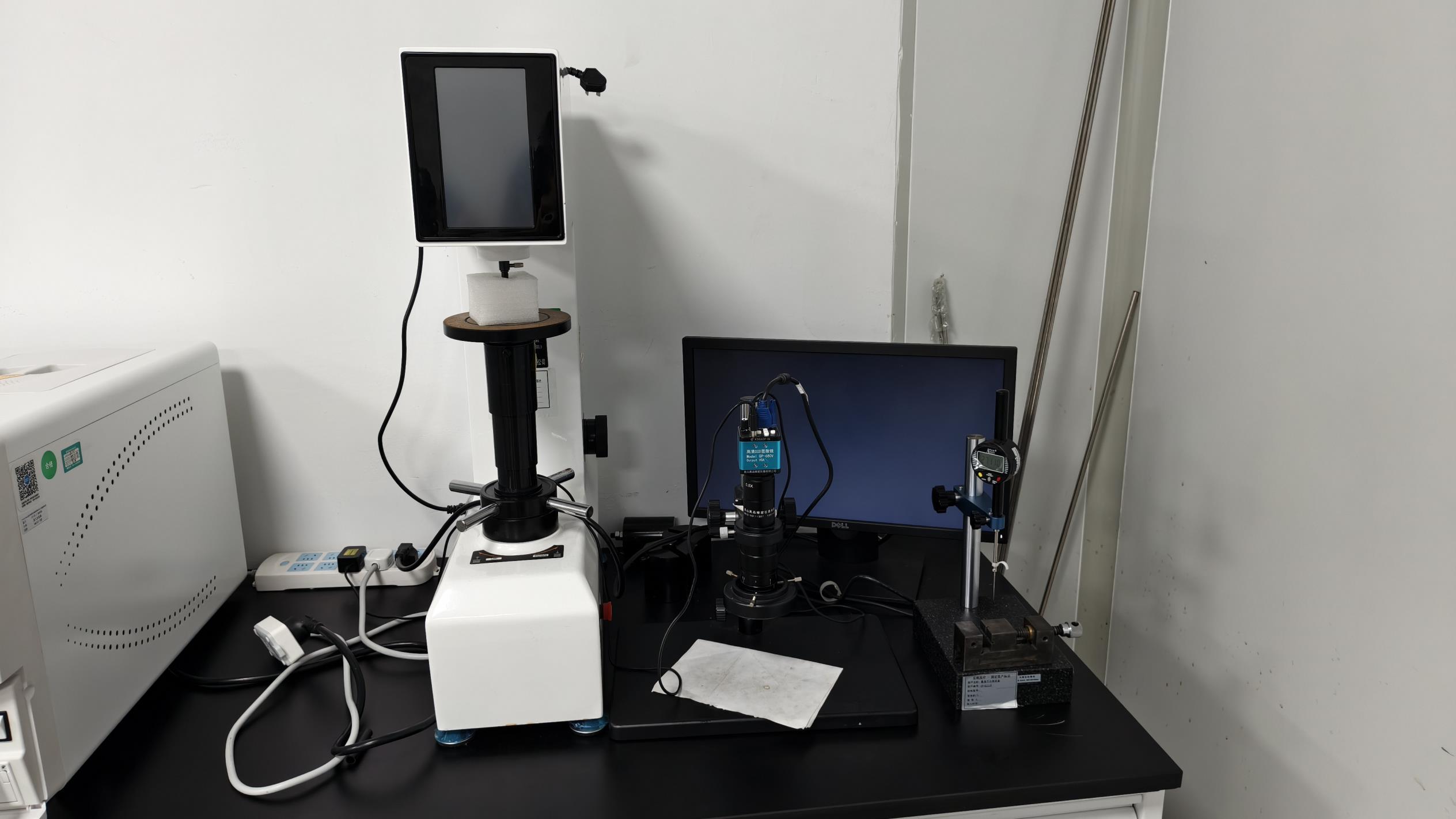
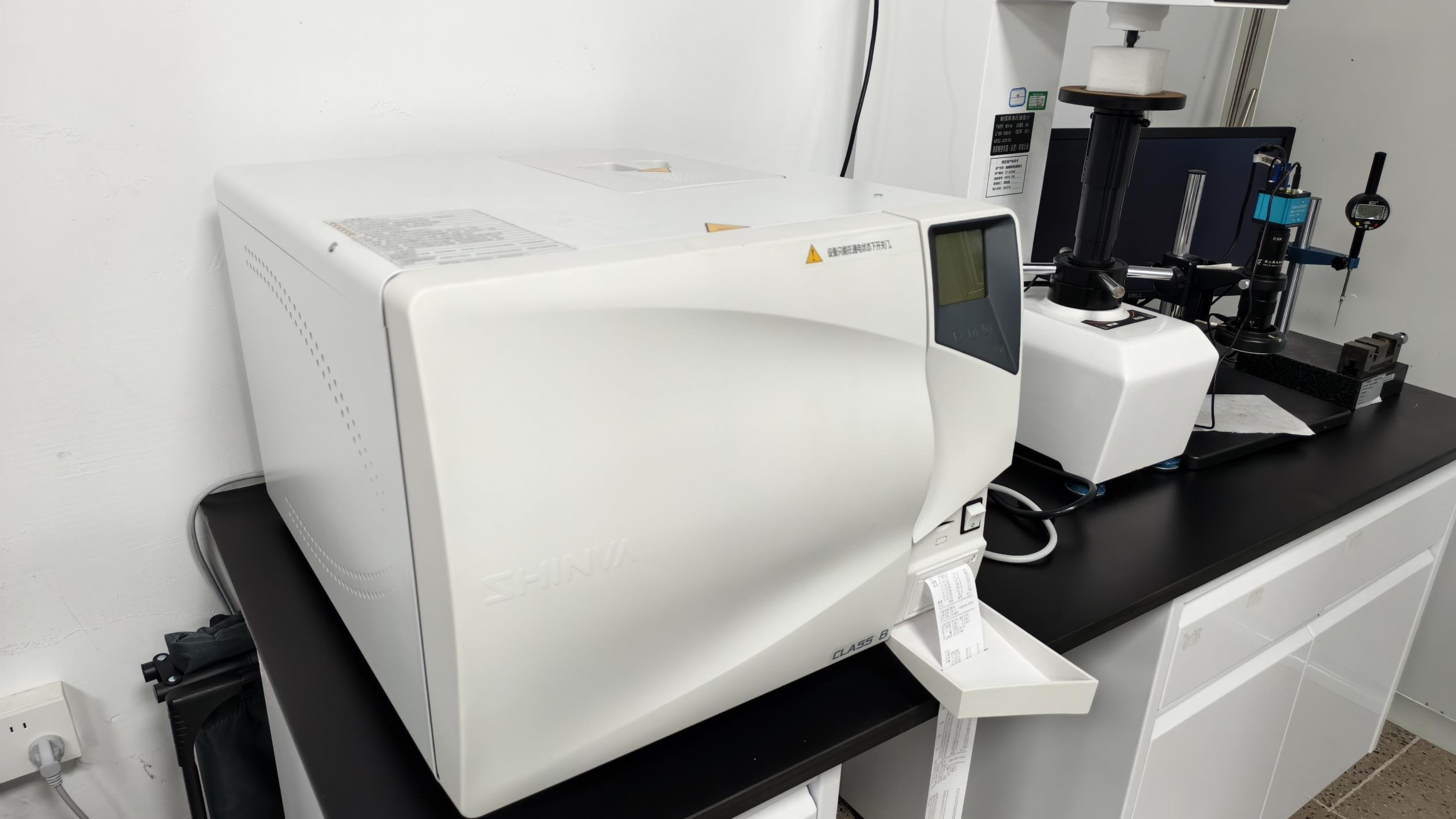
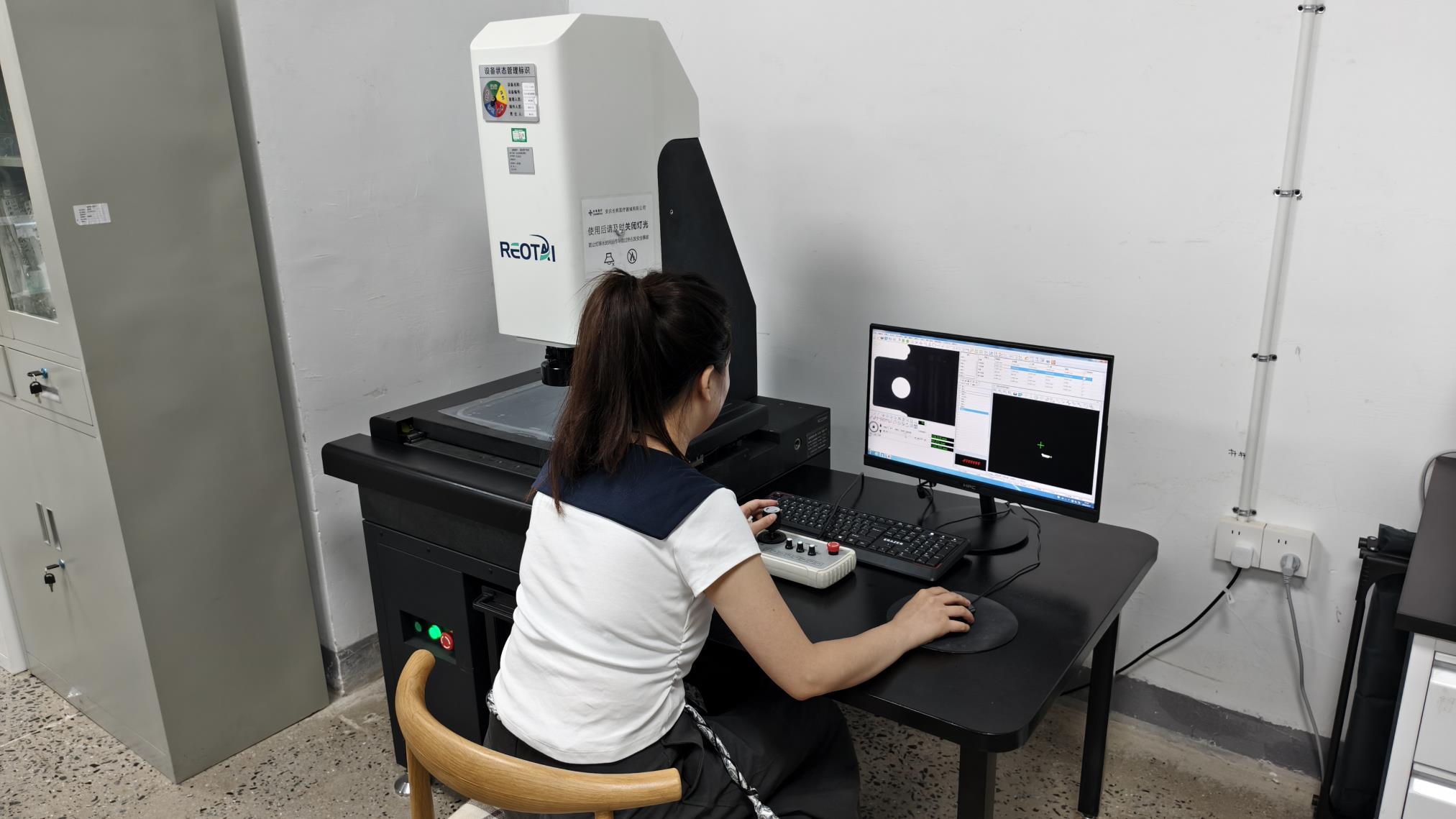
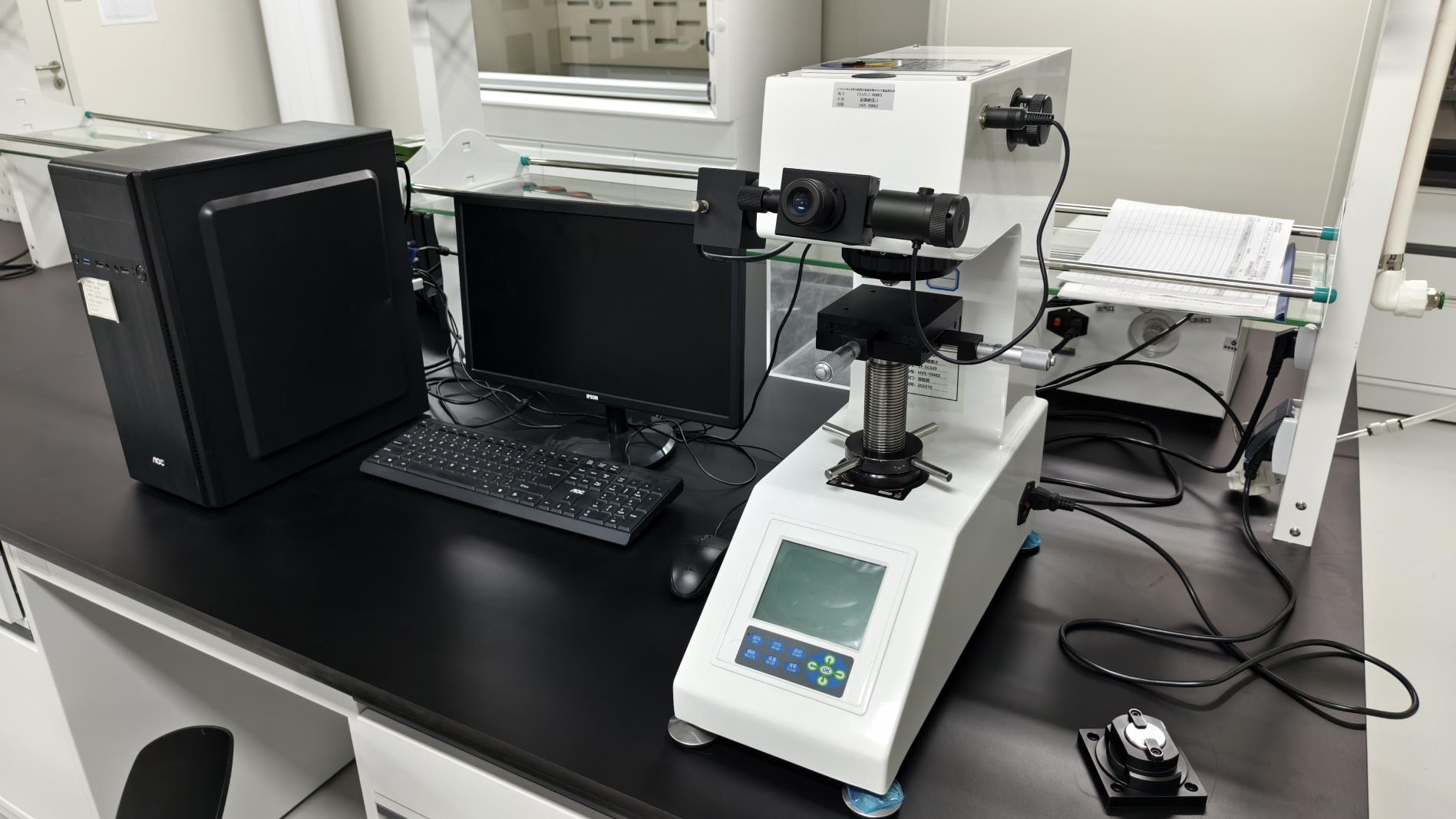
We execute rigorous dimensional verification, mechanical fatigue testing, and material integrity analysis using state-of-the-art diagnostic instruments.





Global medical device supply chains require high degrees of agility, compliance, and material traceability. Managing raw material quality, maintaining cleanrooms, and coordinating logistics are critical to avoiding stockouts.
At Zynfuse, our supply chain is built on long-term relationships with certified suppliers of implant-grade titanium alloys (such as Ti-6Al-4V ELI) and medical-grade plastics. With 1,200 partners globally, we manage logistical disruptions by keeping raw material reserves that cover up to nine months of production. By using lean manufacturing principles and advanced enterprise resource planning (ERP) systems, we can compress production lead times for standard implants to 30 days, offering a reliable alternative to typical 90-day lead times.
Compliance is the foundation of Zynfuse's manufacturing. Our production runs on an ISO 13485-compliant quality system. Every production lot undergoes a documented inspection path:
Answers to clinical, mechanical, and logistical questions from hospital procurement teams and global orthopedics distributors.
We use biocompatible Ti-6Al-4V ELI (Extra Low Interstitial) alloy (conforming to ASTM F136) for our glenoid baseplates, humeral stems, and screws. The glenospheres are manufactured from either high-purity Cobalt-Chromium-Molybdenum (CoCrMo) alloy (ASTM F75) or Ti-6Al-4V with advanced wear-resistant coatings. Humeral inserts are made from Ultra-High Molecular Weight Polyethylene (UHMWPE) or highly cross-linked polyethylene (HXPE).
Our designs prevent scapular notching through several biomechanical features: offering a range of lateralized glenospheres, using inferiorly tilted baseplate designs (typically 5°–10°), and providing a selection of humeral neck-shaft angles (e.g., 135° and 145°) to help restore physiological soft-tissue tension while maintaining clearance of the inferior scapular pillar.
Our 18,600 m² production facility is governed by ISO 13485 medical device quality systems. Product validation includes mechanical fatigue testing (following ISO 14801/ASTM standards), detailed dimensional verification using automated 2D video measuring machines, and strict cleanroom environmental controls to ensure low bioburden levels prior to sterilization.
Yes. Supported by 85 R&D engineers, we specialize in OEM/ODM customizations. We can adjust the geometry of glenoid baseplates, design specialized bone-anchoring pegs, and adjust humeral stem lengths to match the sizing profiles of different regional populations.
Standard implant and surgical instrument configurations are usually shipped within 30 to 45 days. Customized or OEM designs generally require 60 to 90 days, depending on tooling requirements, regulatory approvals, and the complexity of the design.
We use specialized leakage and sealing strength testers to verify our blister packs and Tyvek pouches. The packaging maintains sterile integrity during transit, and validation studies verify its protective performance under simulated transportation stresses.
Reliable surgical instrumentation and veterinary implants designed to improve efficiency in the operating theater.