Explore our certified orthopedic implants, precision locking systems, and dedicated surgical instrumentation lines engineered for dynamic compression and rigid mechanical stability.





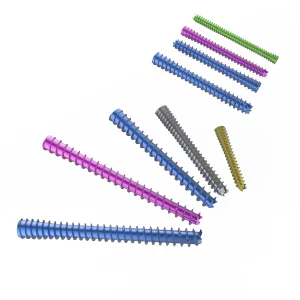
In osteosynthesis, the mechanical stability of bone interfaces determines clinical success. Compression screws, primarily classified into cannulated compression screws, headless compression screws (Herbert type), and traditional cortical lag screws, play a key role in achieving stable anatomical reduction. By applying dynamic compressive load across the fracture plane or osteotomy site, these implants minimize interfragmentary micromotion, facilitating direct (primary) bone healing instead of secondary fibrocartilaginous callus formation.
Recent materials science and mechanical engineering innovations have pushed the design limits of surgical screws. We observe three dominant trends shaping global production demands:
"For OEM buyers, acquiring state-of-the-art compression screws means evaluating not just basic geometries, but the underlying metallurgical integrity and the tight mechanical tolerances that prevent intraoperative shearing."
Procuring medical implants is highly regulated. Medical device importers, hospital procurement networks, and global brands must verify a supplier's credentials across several critical variables. Regulatory standards like the European Union's Medical Device Regulation (MDR 2017/745) and the United States FDA 510(k) pathway require complete traceablity and proof of rigorous testing.
A resilient medical procurement matrix must analyze three primary factors:
Raw materials must strictly conform to ASTM F136 (Standard Specification for Wrought Titanium-6Aluminum-4Vanadium ELI Alloy for Surgical Implants) or ASTM F138 (316LVM Stainless Steel). Enterprise buyers require mill test reports (MTR) and independent spectrometer analysis of chemical composition and interstitial element controls.
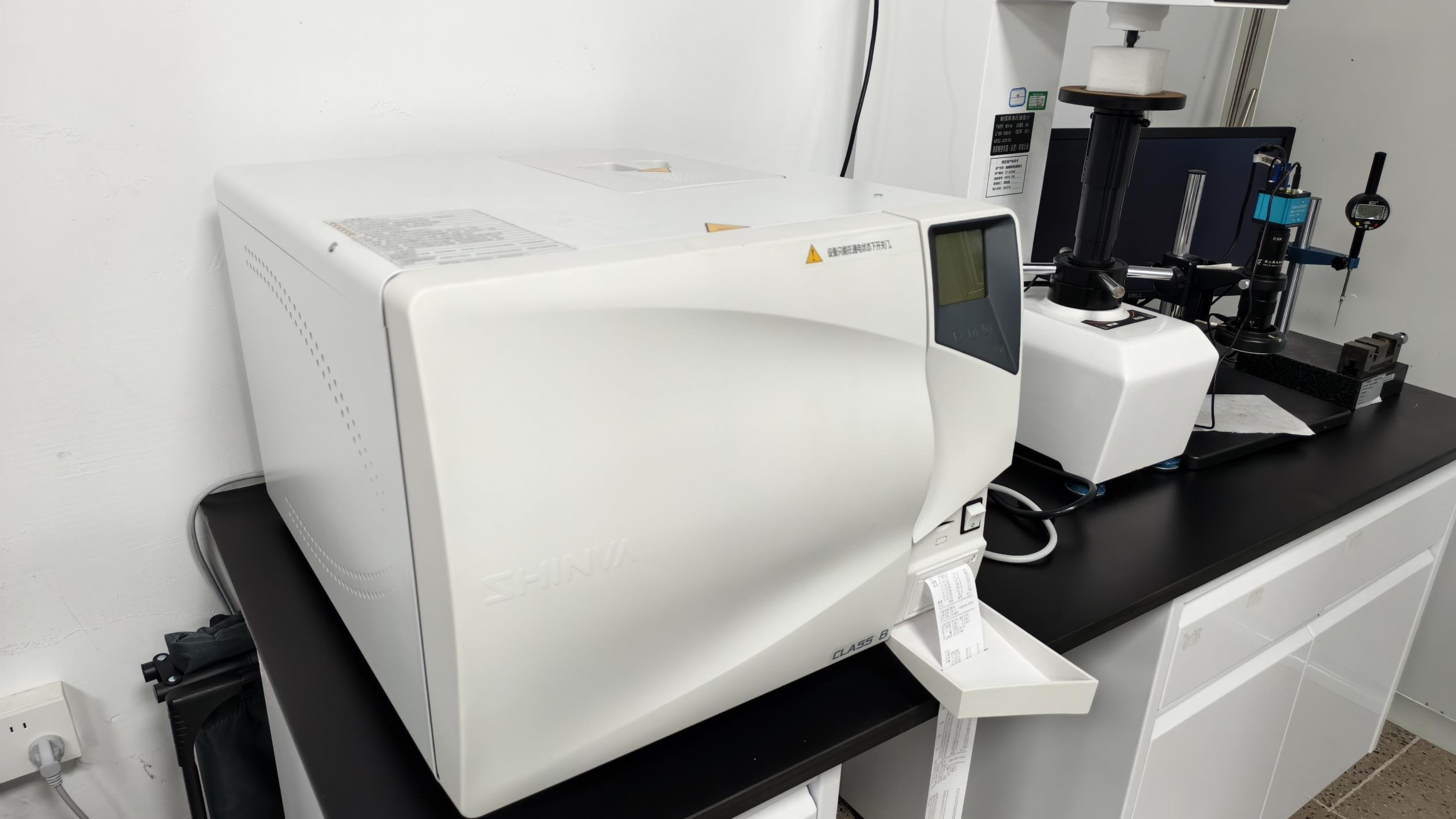
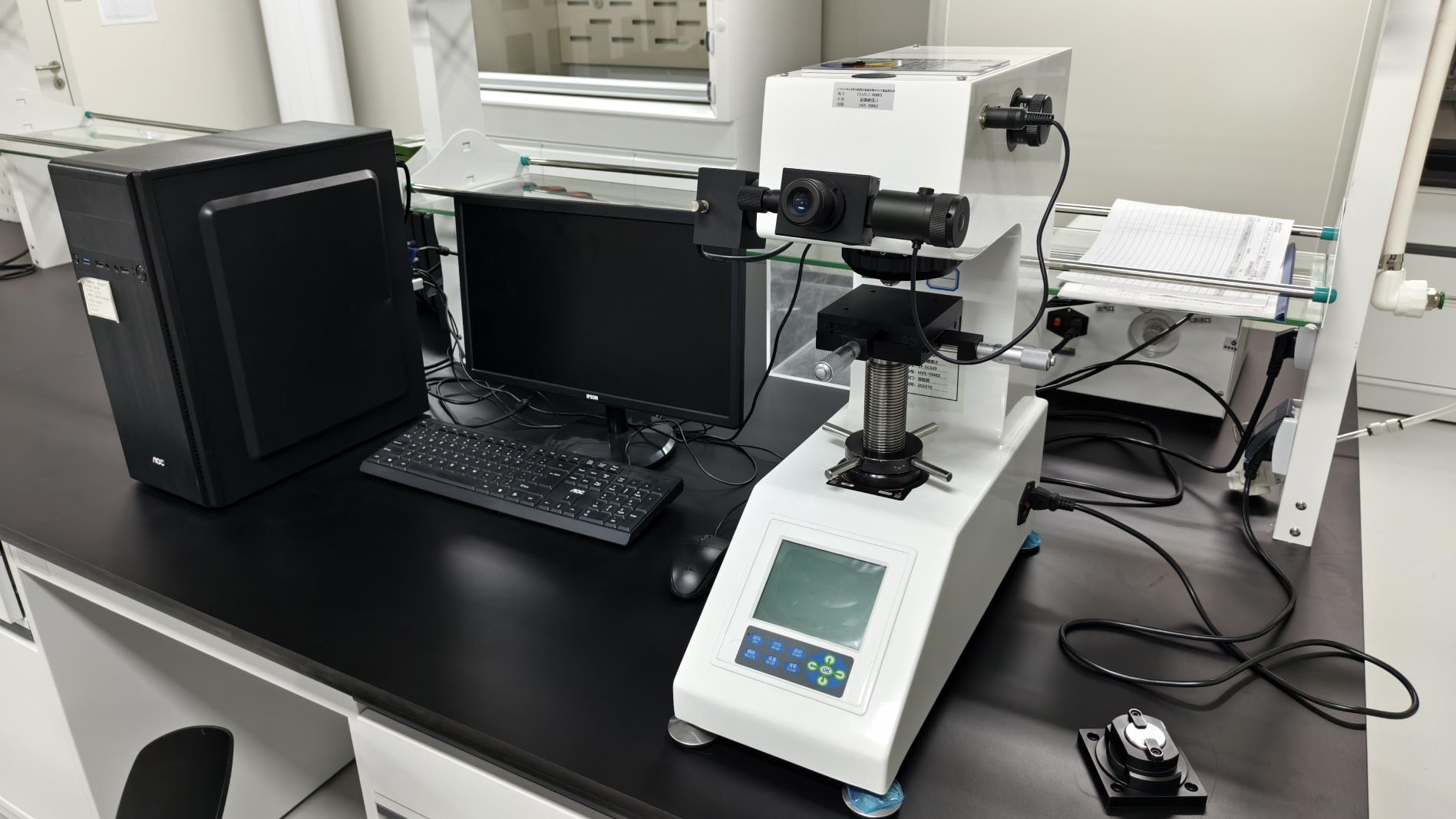
A certified ISO 13485 QMS ensures every production lot undergoes formal risk analysis, validation of sterilization barrier integrity, and mechanical verification (torsional yield strength, insertion torque, and pull-out force metrics according to ASTM F543).
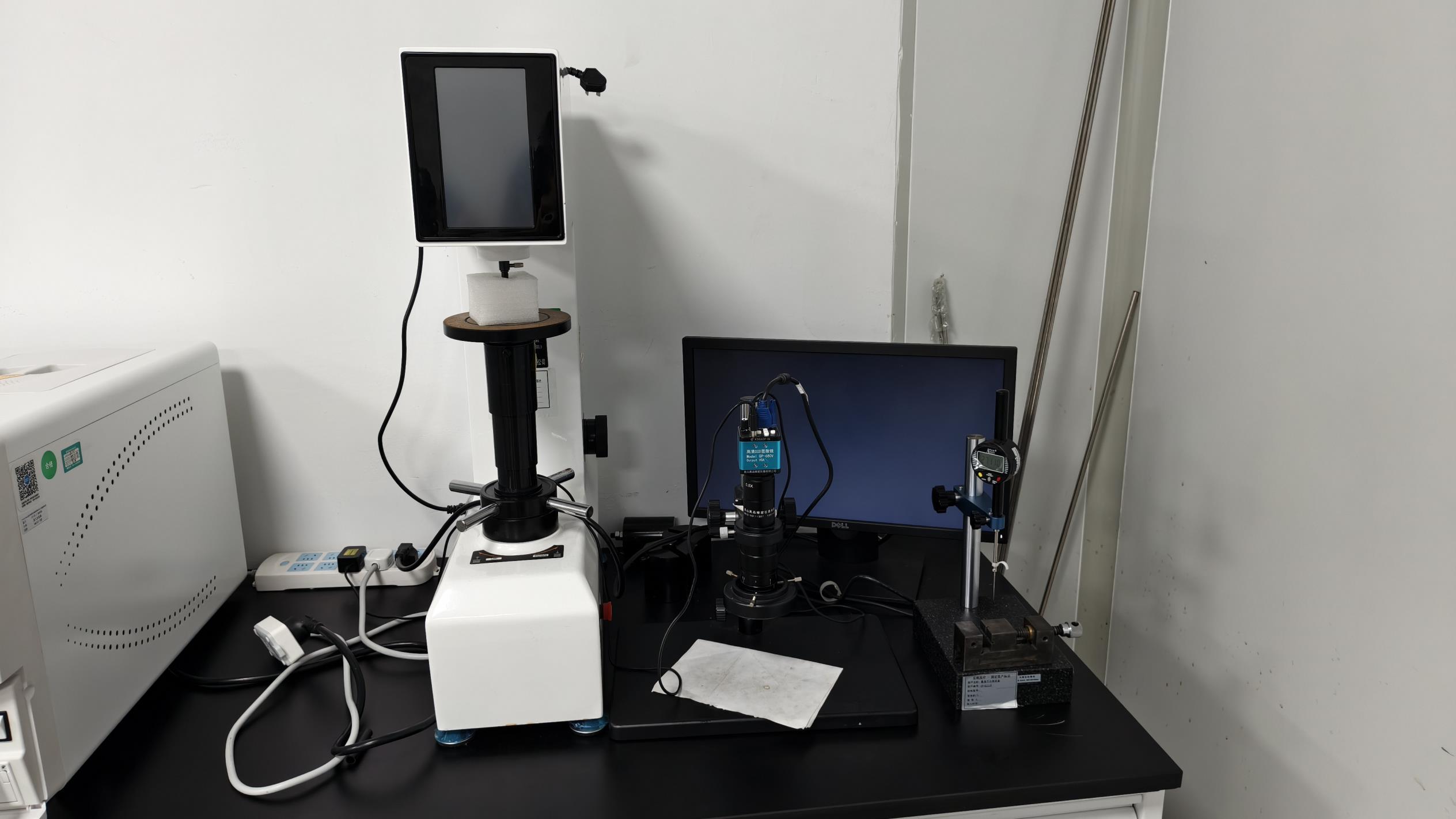
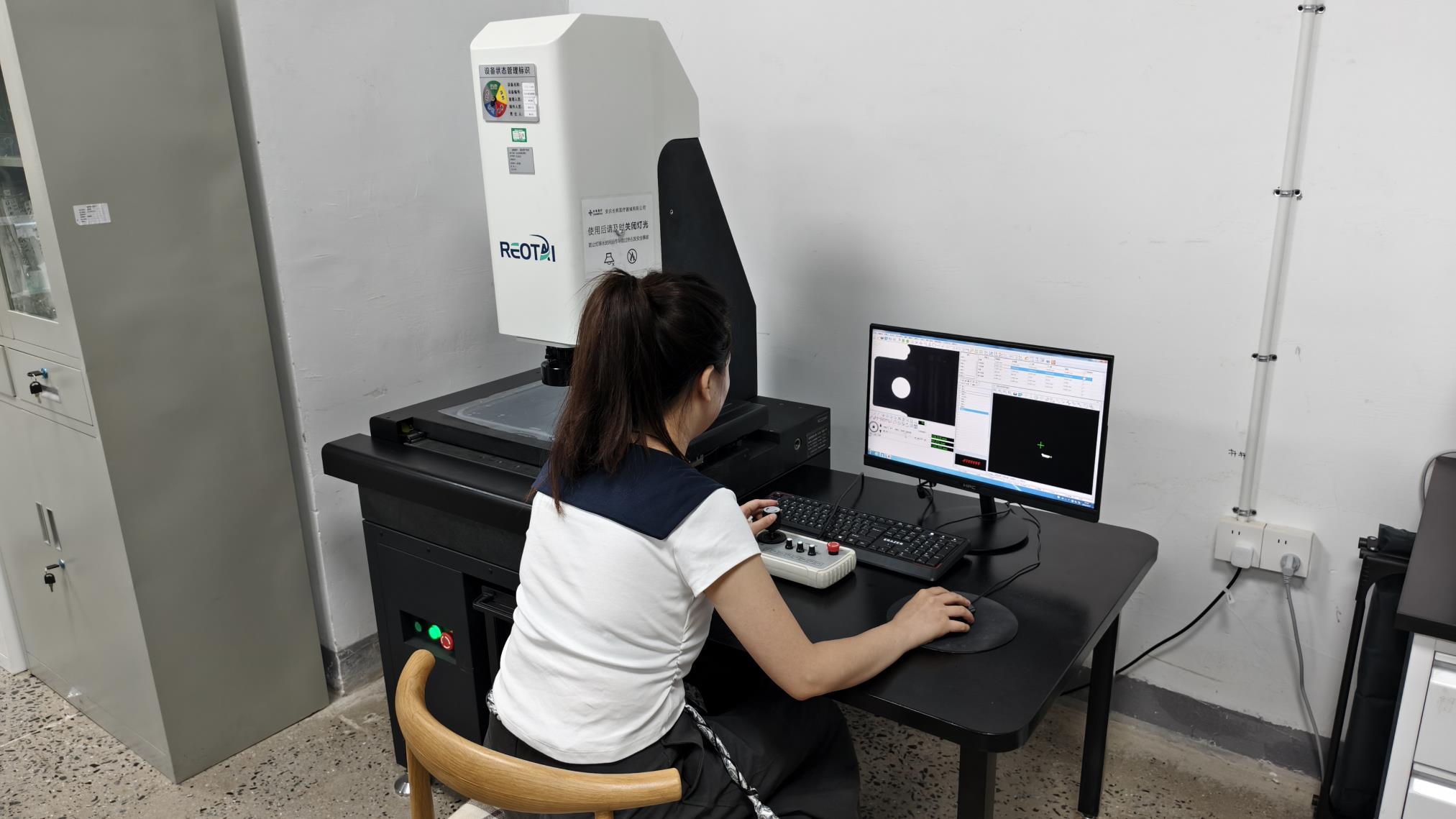
Minor errors in thread geometry can lead to bone stripping or failure to compress. Importers demand 100% automated optical inspection (AOI) and 2D video metrology systems to verify pitch consistency, thread depth, and driver recess alignment.
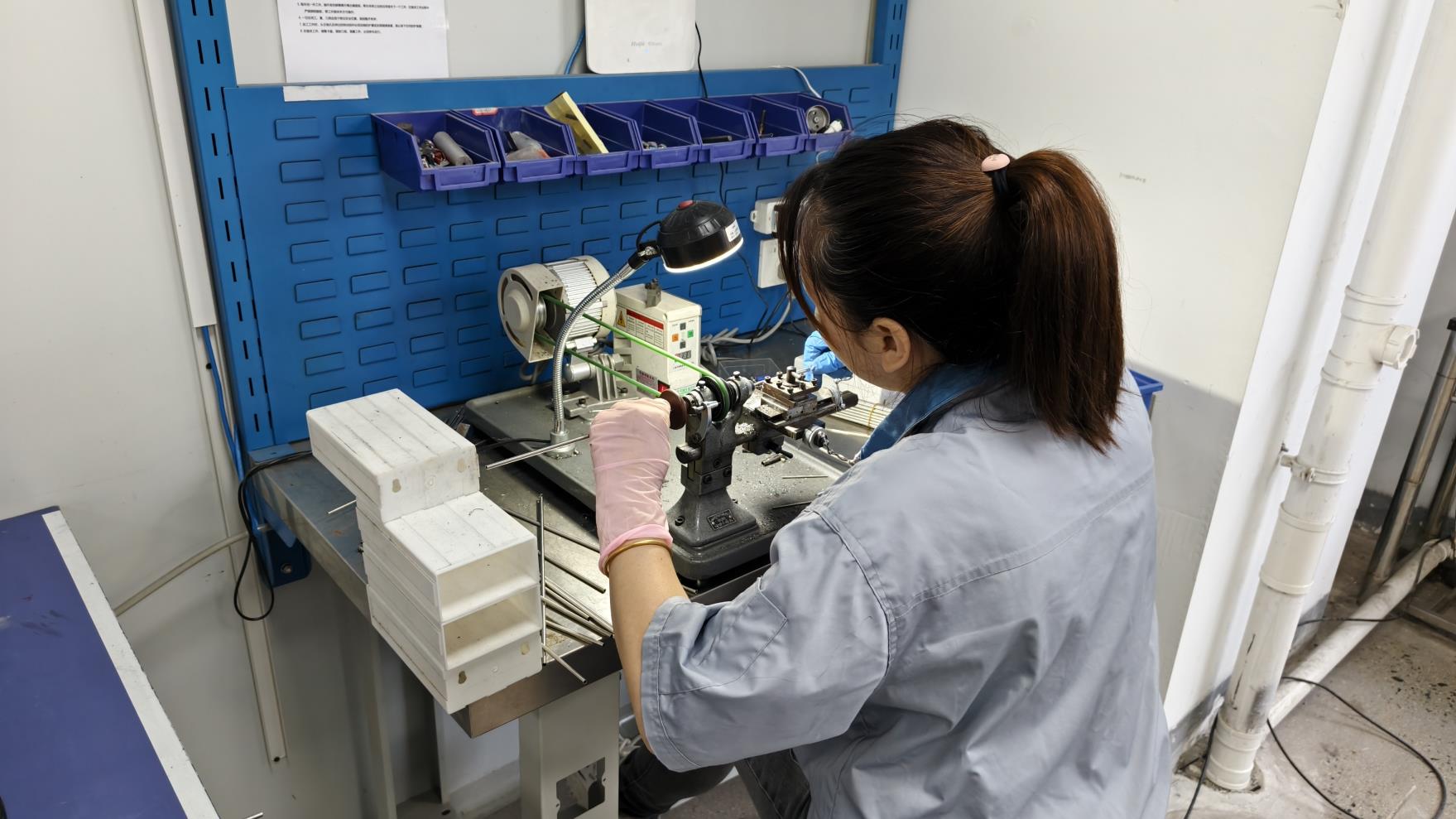
China's orthopedic manufacturing sector has evolved from high-volume production to precision automation and smart factory systems. Under the "Factory 4.0" model, companies like Zynfuse Medical Technology Co., Ltd. combine advanced manufacturing capabilities with extensive supply chain integration to provide global buyers with exceptional lead times, cost-efficiency, and regulatory compliance.
Established in 2016, Zynfuse Medical leverages over 12 years of industry experience and 7 years of export experience. Operating a modern 18,600 m² manufacturing facility, the company maintains a stable supply chain, generating over $18.5 million in annual export revenue through a network of 1,200+ partners worldwide.
This infrastructure ensures strong supply chain resilience. Through localized cluster networks for raw materials, heat treatments, and surface processing, Zynfuse can quickly adapt to changing market requirements. For complex implants and custom modifications, the R&D team of 85 engineers delivers rapid prototyping and OEM/ODM solutions, introducing approximately 320 new products annually to keep clients competitive.
Step-by-step documentation of our certified manufacturing workflow and high-precision testing lab. We ensure every implant meets the mechanical requirements of orthopedic trauma surgery.
















Orthopedic compression screws are not universal solutions. Their deployment is determined by the specific anatomical location, local mechanical loading profiles, and the quality of surrounding bone tissue. High-end manufacturers configure distinct screw variations to match these localized environments:
Clinical Focus: Scaphoid fractures, talar neck fractures, and osteochondral lesions.
Implant Selection: 2.0mm to 3.5mm Headless Cannulated Compression Screws. The lack of a protruding screw head protects articular cartilage surfaces from friction during joint movement, while the variable pitch design provides stable interfragmentary compression.
Clinical Focus: First metatarsophalangeal (MTP) joint fusion, calcaneal osteotomies, and midfoot reconstruction.
Implant Selection: 4.0mm to 7.3mm Partially Threaded Cannulated Screws. Designed with high torsional strength to resist strong tensile forces exerted by the Achilles tendon, ensuring stable construct alignment during weight-bearing rehabilitation.
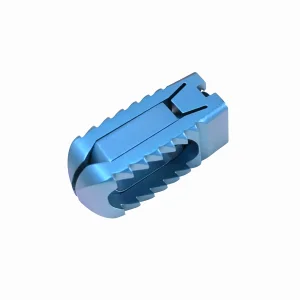
Clinical Focus: Intracapsular femoral neck fractures.
Implant Selection: Multiple parallel 6.5mm/7.3mm Cannulated Screws or dynamic locking plate assemblies. This setup prevents femoral head rotation and handles significant bending and shear forces, helping reduce the risk of avascular necrosis (AVN).
Expert insights on regulatory compliance, raw material validation, lead times, and customization details for global surgical procurement.
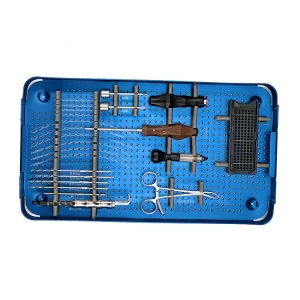
Complementary trauma implants, power tool attachments, and arthroscopic instruments designed to support reliable surgical workflows and osteosynthesis procedures.