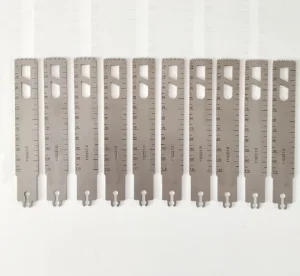
Engineered for extreme performance: high-precision implants, surgical saws, drills, and specialized instrumentation sets designed to deliver superior clinical results.





Managing trochanteric and subtrochanteric fractures, particularly in osteoporotic geriatric populations, poses significant challenges for orthopedic surgeons worldwide. The Proximal Femoral Nail Antirotation (PFNA) system represents a key milestone in the development of intramedullary fixation. Unlike traditional lag screw constructs that rely on bone extraction, the PFNA system uses a unique helical blade design.
When inserted, the helical blade does not cut the surrounding trabeculae. Instead, it compacts the cancellous bone laterally. This compaction increases the local bone mineral density around the implant, enhancing bone purchase and reducing the risk of implant failure. Clinical trials show that this design provides superior resistance to varus collapse and rotational forces compared to traditional two-screw designs. It helps lower the incidence of the "cut-out" phenomenon, making it a reliable solution for fragile osteoporotic bone fixations.
Biomechanical Insight: The helical blade achieves mechanical lock through compaction rather than bone excision. In low bone density patient models, this increases load transfer capability by up to 45% compared to standard femoral dynamic screws, facilitating earlier weight-bearing and faster post-operative recovery.
Modern clinical data also highlights that the PFNA system helps minimize intraoperative blood loss and surgical times through standardized, simple instrumentation. The insertion path, combined with anatomical nail curvature, minimizes the risk of secondary fractures at the distal tip of the nail. As a result, global healthcare organizations increasingly rely on high-precision OEM manufacturers to supply these critical implant systems.
From a metallurgical perspective, orthopedic implants must balance biocompatibility, fatigue strength, and modulus of elasticity. Zynfuse utilizes medical-grade Titanium Alloy (Ti-6Al-4V ELI / Grade 23) and ultra-high-grade stainless steel to ensure maximum mechanical safety under high cyclic loading.
| Parameter / Feature | Standard Dimensions | Material Grades Available | Clinical Rationale |
|---|---|---|---|
| Nail Diameter | 9.0mm, 10.0mm, 11.0mm, 12.0mm | Ti-6Al-4V ELI (ASTM F136) | Preserves inner medullary canal bone structure |
| Nail Length | Short: 170mm, 200mm, 240mm | Long: 300mm - 420mm | Ti-6Al-4V ELI (ASTM F136) | Adapts to various anatomical femoral curvatures |
| Helical Blade Length | 80mm to 120mm (5mm increments) | Ti-6Al-4V ELI | Optimal compaction of head-neck bone fragment |
| Mediolateral Angle | 4° or 6° lateral bend | Grade 5 & Grade 23 Titanium | Allows easy insertion through the greater trochanter tip |
| Locking System | Static & Dynamic distal locking options | Ti-6Al-4V ELI / CoCr Alloys | Controlled dynamization under axial physiological loading |
The implant surface goes through Type II Anodization (plasma chemical treatment). This process forms an oxide layer that enhances wear resistance, prevents metal ion release, and increases fatigue limits under cyclic loading. This helps prevent mechanical failure from micro-motions between the nail and locking components.
Sourcing medical implants globally requires strict adherence to regulatory standards, supply chain transparency, and custom engineering capabilities. Health systems, medical device brands, and distributors face rising pressures to secure stable supply chains while maintaining strict quality metrics.
For custom OEM partnerships, our factories offer end-to-end design and manufacturing solutions. These include 3D CAD modeling, rapid prototyping, biomechanical fatigue testing, cleanroom packaging, and regulatory documentation. By working directly with the manufacturer, partners can optimize production costs, reduce lead times, and customize implants for regional anatomical differences.
Zynfuse Medical Technology Co., Ltd. is a professional orthopedic medical device manufacturer specializing in bone fusion and advanced implant systems. Established in 2016, we bring 12 years of industry experience and 7 years of export history to global markets. We supply high-precision implants and instruments that meet strict surgical standards.
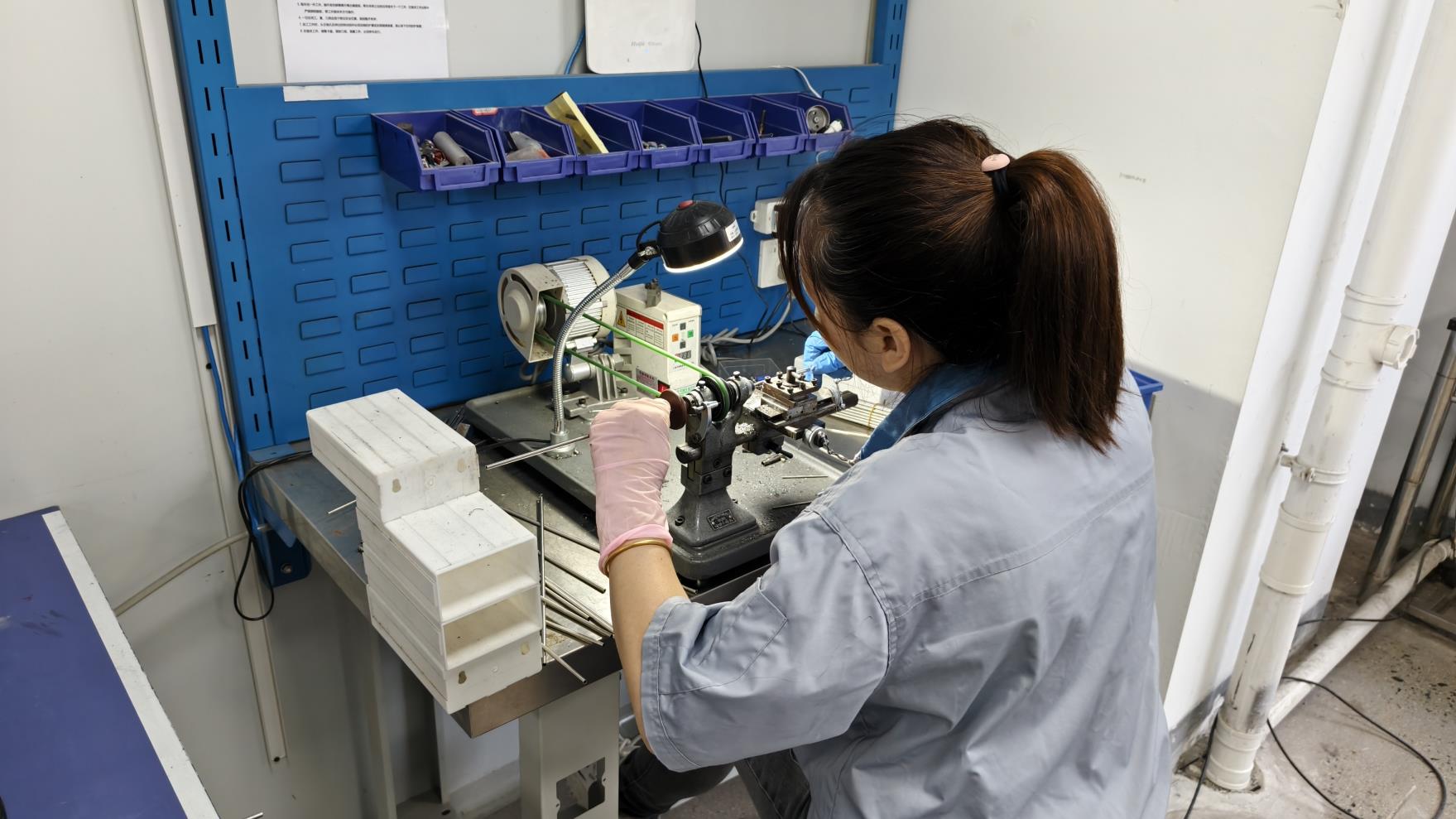
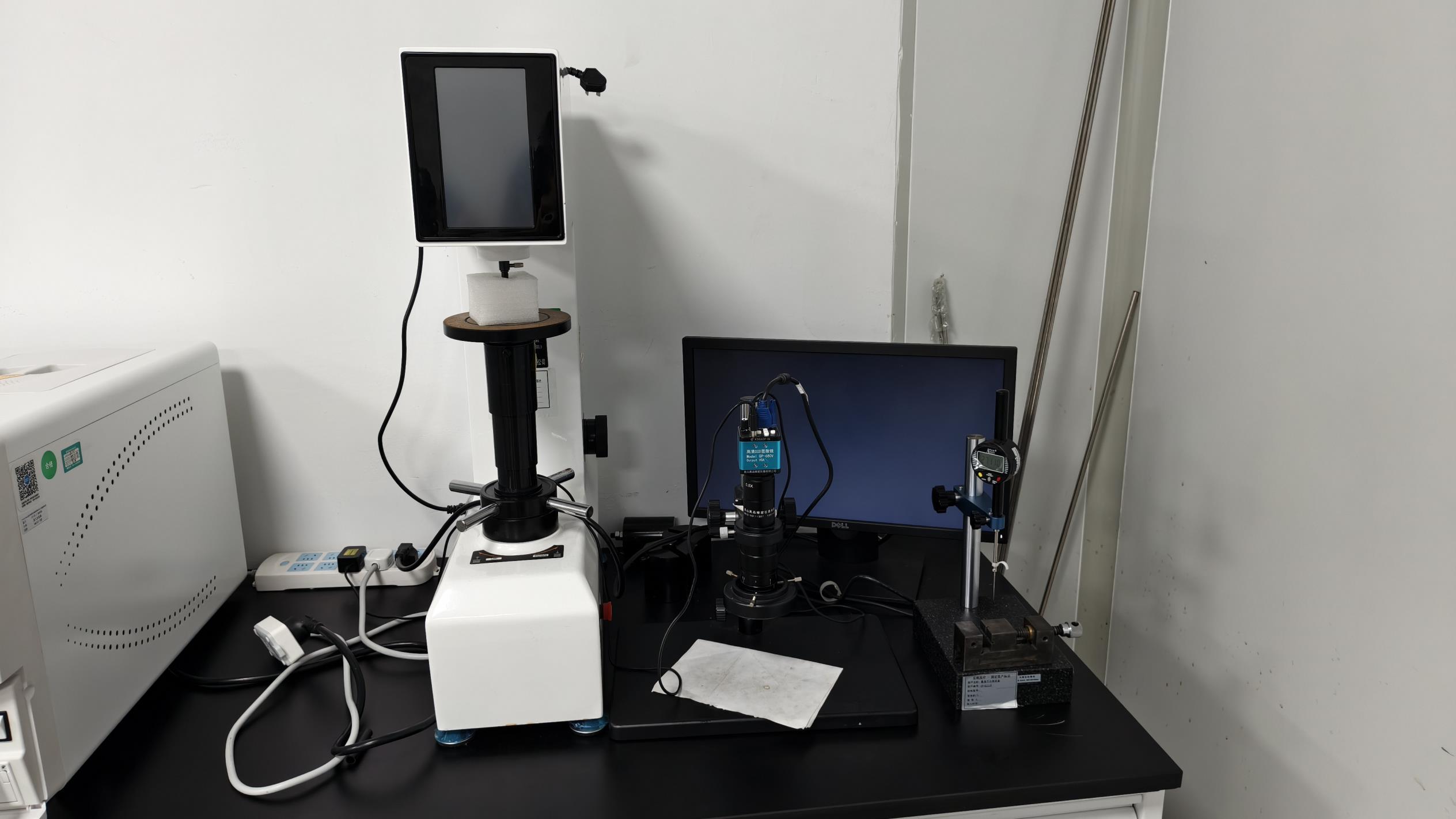
Our production facilities utilize modern technology, featuring CNC machining centers and advanced quality inspection equipment to maintain exact tolerances on all surfaces and components.











Our quality control process is based on ISO 13485, incorporating mechanical testing and biological safety evaluations. Each batch goes through dimension verification, fatigue tests, and surface integrity analyses.





Orthopedic implants are Class IIb (EU) or Class II (US FDA) medical devices. Zynfuse maintains quality systems built on ISO 13485:2016 medical device quality standards.
Our manufacturing and testing processes comply with standard regulatory guidelines, including:
As trauma orthopedics evolves, the design of intramedullary nail systems continues to focus on improving bone purchase and simplifying surgical workflows. Zynfuse is actively researching and developing technology in several key areas:
We are developing nanostructured hydroxyapatite (HA) and mineralized silicon dioxide coatings. These surfaces release calcium and phosphate ions locally, accelerating osteoblast attachment and bone growth around the proximal tip of the nail. This approach helps stabilize the implant early in patients with compromised bone density.
Our R&D team is testing implants integrated with micro-strain sensors. These sensors can measure bone healing and dynamic load changes wirelessly. Collecting this data allows clinical teams to monitor fracture union and adjust rehabilitation protocols for individual patients.
Additionally, we use 3D-printing (electron beam melting or selective laser sintering) for custom patient solutions. This technique allows us to manufacture complex anatomical geometries that match patient-specific CT scans, providing options for complex revision cases.
Technical answers for procurement officers, medical distributors, and orthopedic engineers.
The helical blade does not remove bone when inserted. Instead, it compacts the surrounding cancellous bone. This compaction increases local bone mineral density and surface contact area, providing greater resistance to cutout and rotation, especially in osteoporotic bone.
Zynfuse uses medical-grade Titanium Alloy (Ti-6Al-4V ELI) complying with ASTM F136 standards. This alloy provides a high strength-to-weight ratio, excellent fatigue resistance, and good biocompatibility compared to traditional 316L stainless steel.
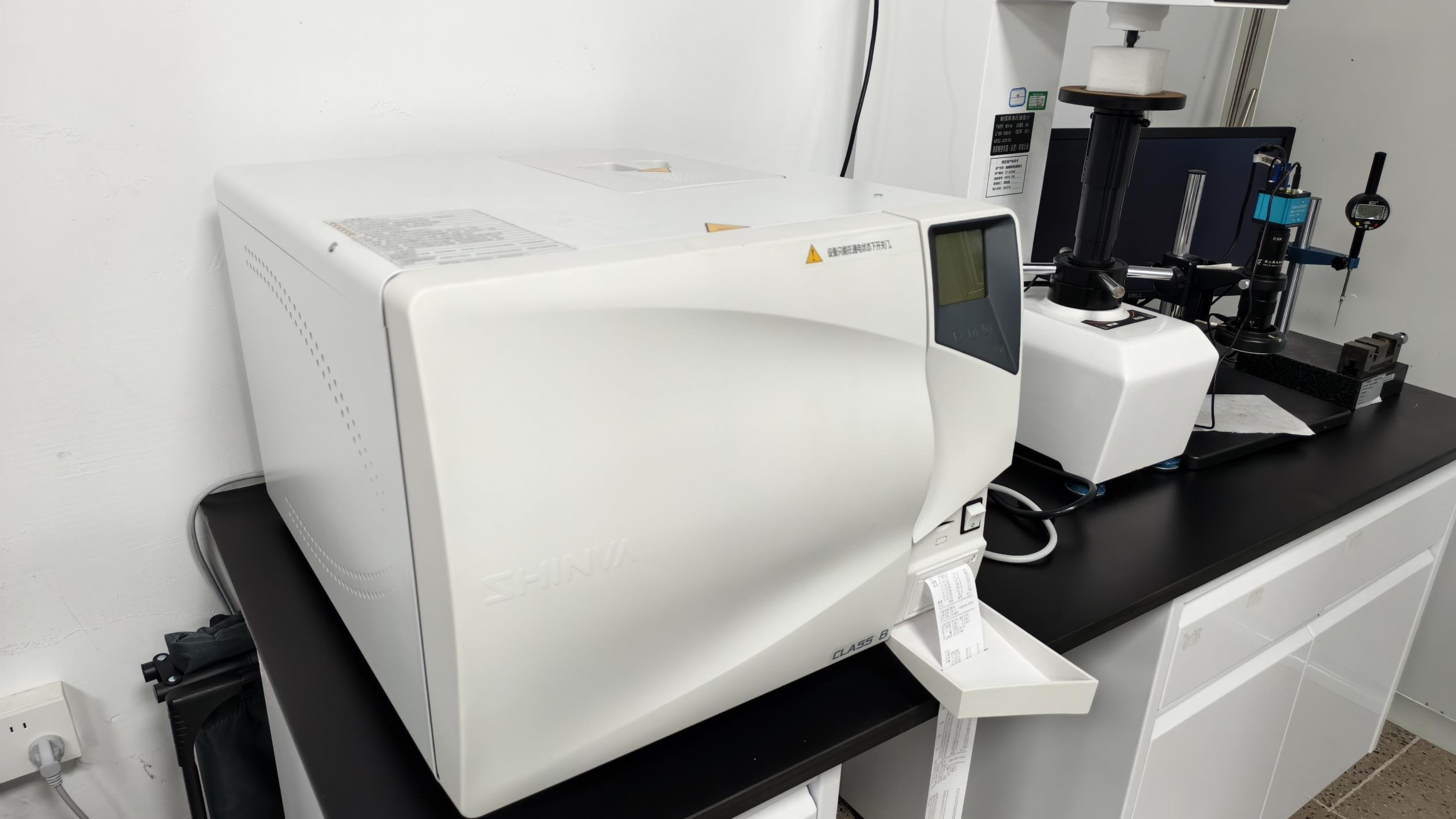
Implant cleaning and packaging are performed in an ISO Class 7 (Class 10,000) cleanroom. We run regular particle counts, settle plate bioburden testing, and monitor TOC (Total Organic Carbon) to maintain a Sterility Assurance Level (SAL) of 10-6.
Yes. We offer design and manufacturing services for custom surgical instrumentation. This includes carbon-fiber targeting jigs, custom silicone-grip handles, and layout-configured sterilization trays tailored to specific surgical protocols.
Our testing protocols follow ASTM F1264 and ASTM F382 standards. Implants undergo static bending, dynamic fatigue testing (up to 5 million cycles under simulated load ranges), and torsion tests to ensure they can withstand physiological forces during healing.
Lead times vary depending on design complexity. Typical prototype runs take 4 to 6 weeks, and full production batches average 8 to 12 weeks. Minimum Order Quantities (MOQ) are evaluated case-by-case to support pilot program launches.
Browse our selection of specialized implants, pediatric stabilization systems, high-speed power drills, and spinal fixation systems.









