Premium medical devices engineered for high-precision bone resection, minimal tissue trauma, and reliable implant placement.





Anterior Lumbar Interbody Fusion (ALIF) has established itself as a foundational approach in adult spinal reconstruction. By accessing the disc space from an anterior trajectory, surgical teams bypass the complex posterior ligamentous structures, erector spinae paraspinal muscles, and the spinal canal itself. This avoids the mechanical morbidity often linked with posterior transforaminal (TLIF) or posterior lumbar (PLIF) approaches.
The primary mechanical objective of an ALIF procedure is the restoration of sagittal balance and disc height. The anterior column carries up to 80% of the axial load of the lumbar spine. Placing a structurally optimized ALIF fusion cage here allows surgeons to reconstruct lumbar lordosis, widen stenotic neural foramina indirectly, and establish structural stability. The larger surface footprint of an ALIF cage compared to posterior spacers lowers the risk of structural subsidence and optimizes the graft volume interface for faster bone bridging.
For medical device distributors and OEM procurement leads, selecting the implant's biomaterial is a core engineering decision. Today's commercial landscape centers on two primary material classes:
PEEK remains popular due to a modulus of elasticity (approx. 3.6 GPa) that closely matches human cortical bone. This limits stress-shielding at the endplates. Its radiolucent property facilitates clean post-operative CT and X-ray evaluation of the fusion mass.
Using advanced additive manufacturing (laser powder bed fusion), we produce porous titanium networks that mimic native trabecular structures. This open pore geometry (300-600 μm) encourages direct osteoblast migration and mechanical interlock.
Combining the core biomechanics of PEEK with a thin coating of titanium via vacuum plasma spraying (VPS). This creates a biocompatible interface to accelerate early bone integration while preserving post-op radiolucency.
At Zynfuse, our engineering teams optimize both materials. We focus on customizable design configurations such as integrated screw-fixation pathways (Stand-Alone ALIF configurations), variable lordotic angle options (ranging from 8° to 20° to match specific anatomical requirements), and oversized graft windows to hold maximum osteoconductive matrix volume.
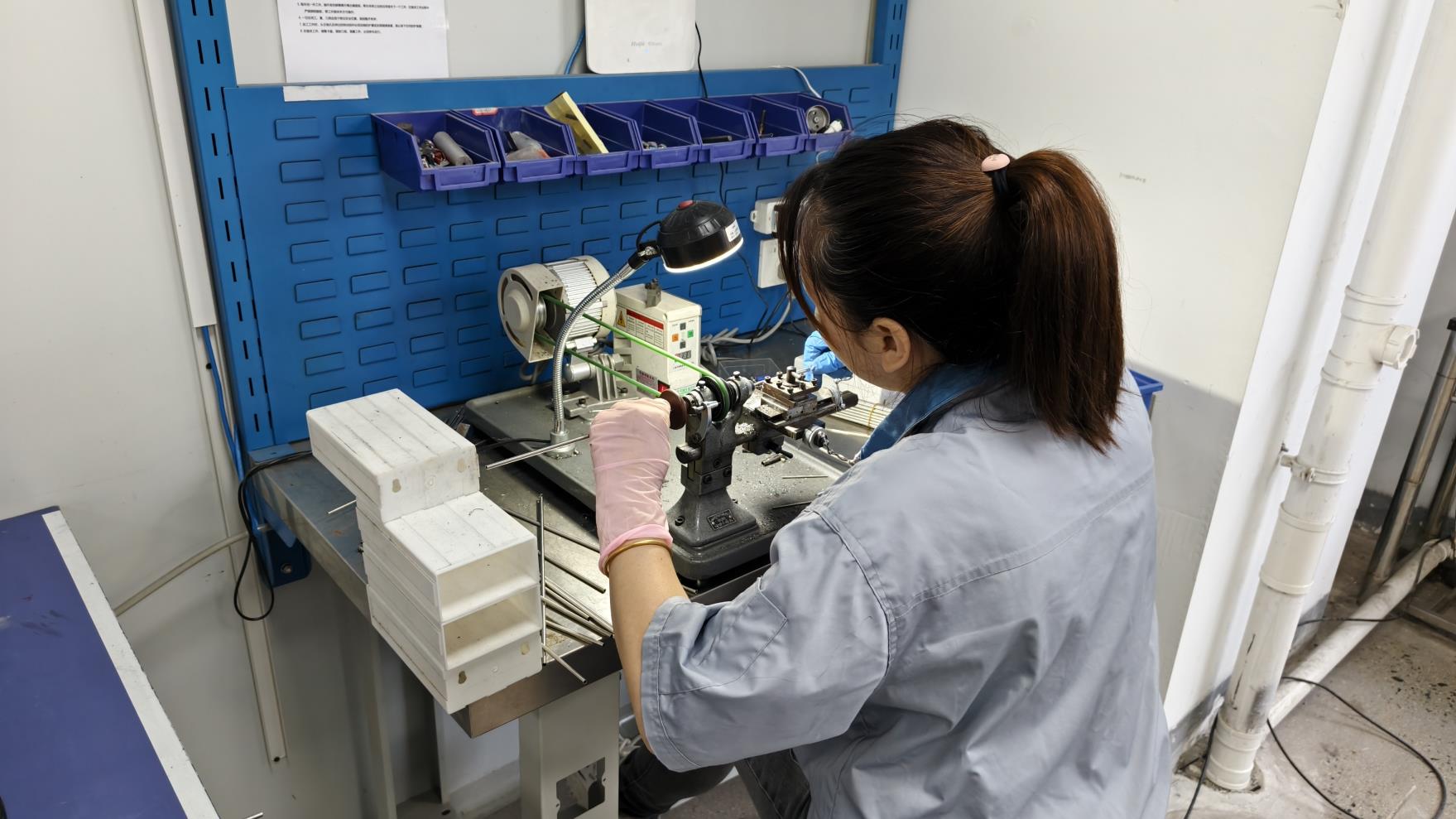
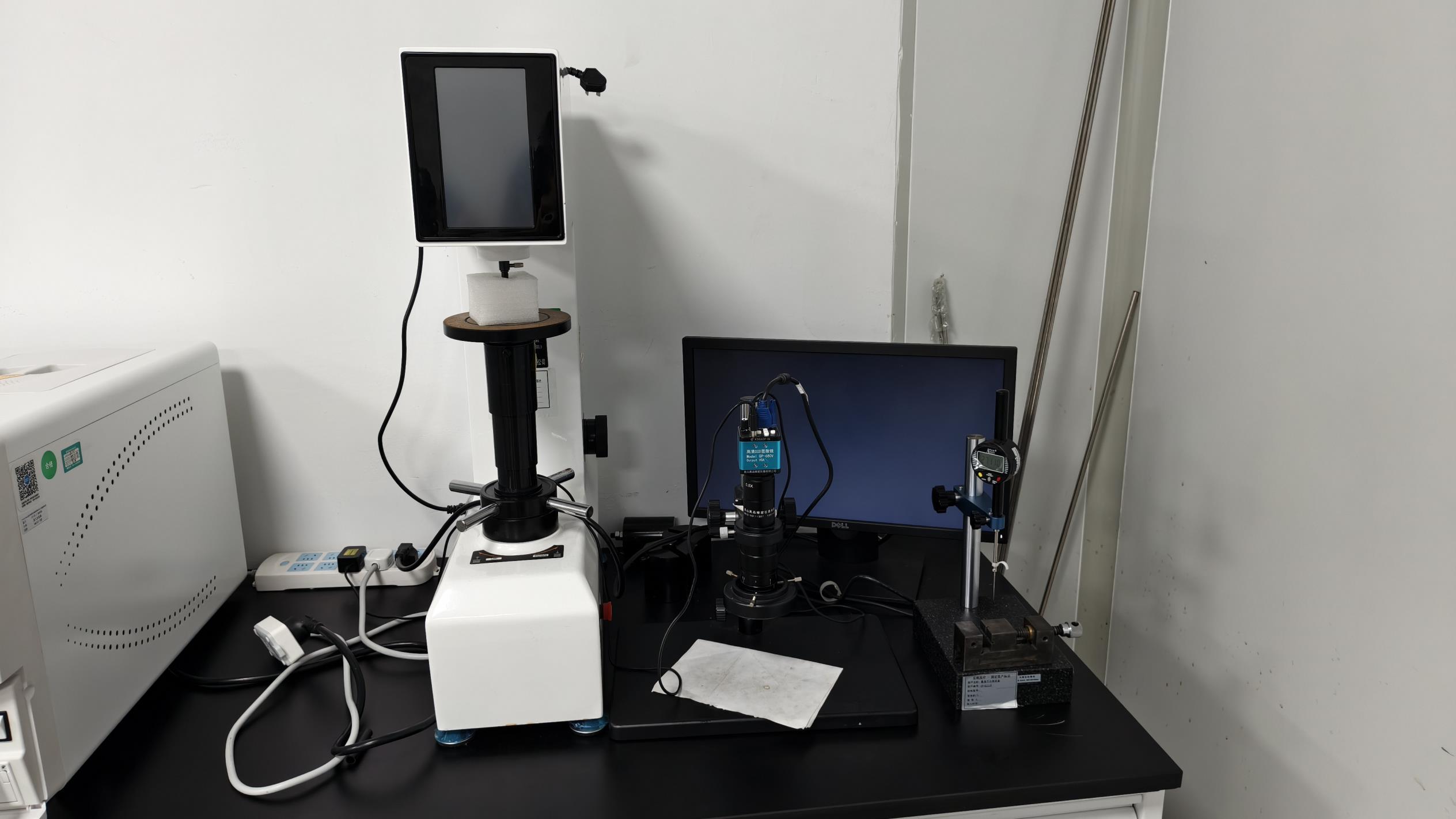
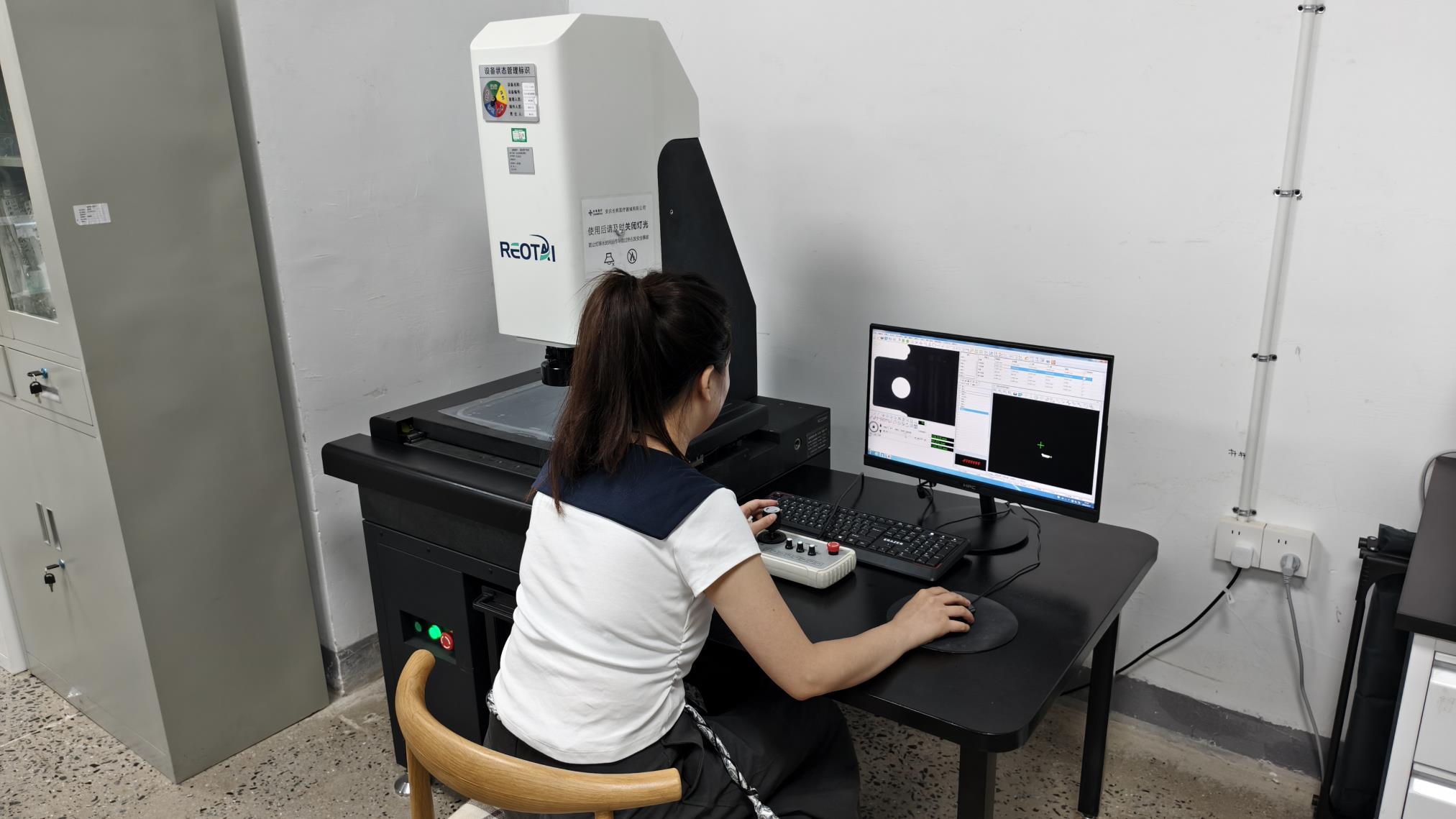
Producing high-grade spinal implants requires exact processing tolerances. Our facility spans 18,600 m² and operates 5-axis Swiss-type milling equipment, cleanroom assembly zones, and advanced metrology platforms.











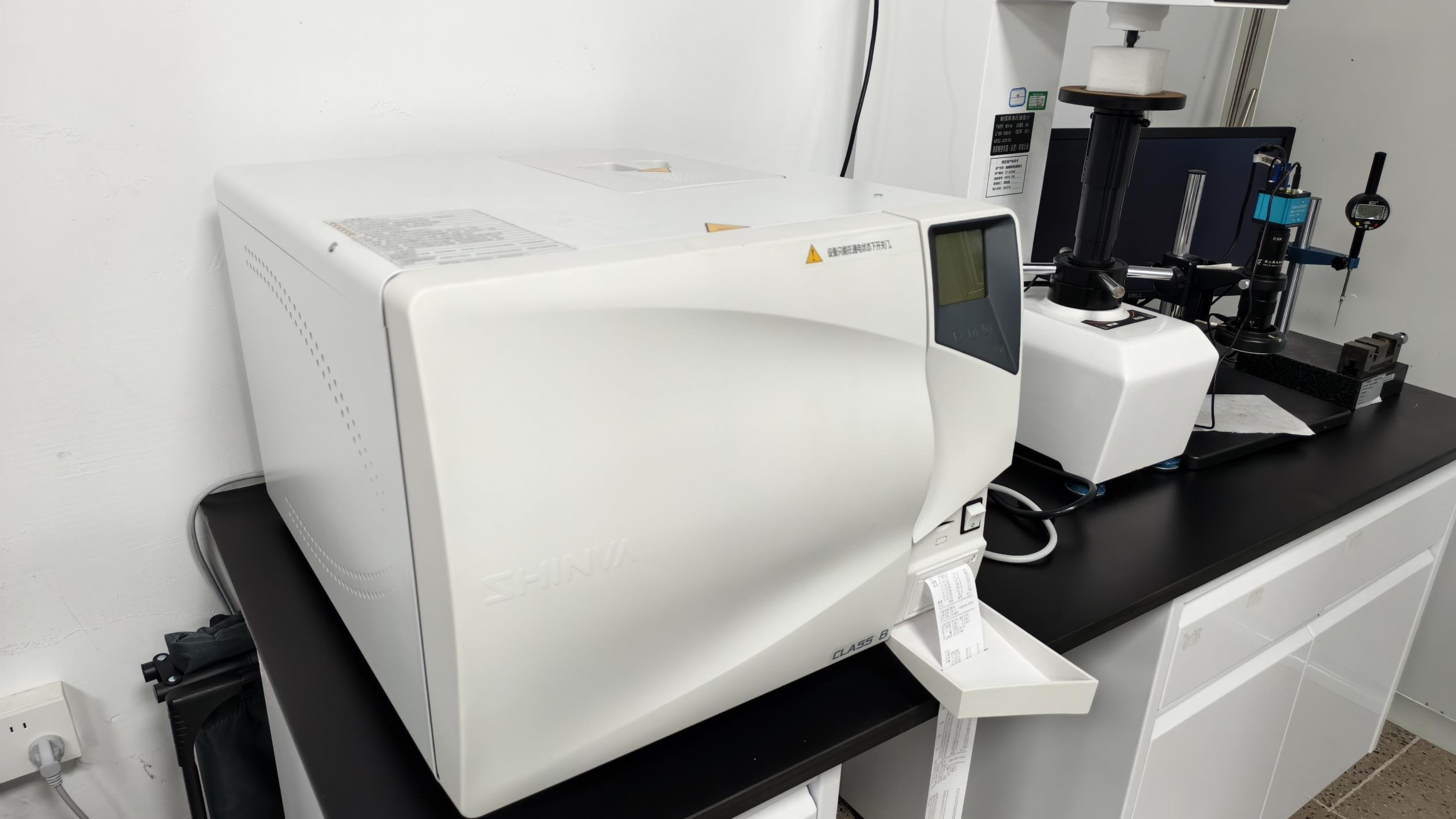
Our on-site physical chemistry and biomechanical test labs run validation routines in accordance with ISO 13485 standards. This guarantees that all custom OEM implants withstand physiological axial, torsional, and shear loads.





The demand for interbody fusion devices is rising due to an aging global population and increasing rates of spinal interventions. Geographically, North American and European healthcare systems require implants that support minimally invasive surgeries (MIS). These systems must also meet stringent clinical guidelines, including CE MDR in Europe and FDA 510(k) clearances in the US.
Simultaneously, healthcare providers are looking to manage costs without compromising clinical outcomes. This balance has driven distributors away from high-markup brand names and toward direct collaborations with qualified OEM manufacturers. An OEM strategy allows distributors to source custom implant lines tailored to regional surgical preferences, such as specific instrument configurations, sterilization options, or anatomical sizes.
Operating a clinical manufacturing system requires reliable access to raw materials and stable logistics. Advanced manufacturing zones in China provide key advantages:
We maintain strategic partnerships with domestic and international medical-grade material suppliers. This ensures a steady supply of titanium alloys (Ti6Al4V ELI) and implantable-grade PEEK (Invibio).
Our CNC and Swiss-type machining capabilities maintain tolerances to within single-micron levels. This precision prevents assembly friction and ensures a clean match between trial instruments and implants.
With 85 dedicated engineers and an annual release of over 320 new products, Zynfuse supports rapid cycles of prototyping, mechanical testing, and regulatory documentation.
With seven years of export experience, we manage compliance and logistics to secure stable delivery timelines. Our global network includes over 1,200 partners.
Zynfuse's product development focuses on improving long-term clinical outcomes. Our technical roadmap highlights three key development initiatives:
CE and ISO certified spinal fixation components, trauma locking plates, and veterinary orthopedic implant systems.





Answers to common technical, manufacturing, and regulatory questions from medical device distributors and procurement specialists.





