Explore our foundational range of Class III orthopedic implants, precision surgical power tools, and high-performance reconstruction instruments.



Zynfuse Medical Technology Co., Ltd. is a leading professional orthopedic medical device manufacturer specializing in advanced bone fusion systems and state-of-the-art joint reconstruction implants. Backed by over 12 years of industry experience and 7 years of specialized export excellence, we have positioned ourselves as a key OEM/ODM manufacturing partner for global medical device brands, distributors, and surgical centers.
Our infrastructure centers around a modern 18,600 m² manufacturing plant, highly optimized for raw material sourcing, automated machining, micro-precision finishing, and multi-tier sterile packaging. Our active global sales network spans major markets including North America, Europe, Southeast Asia, and the Middle East, catering to hospitals, orthopedic clinics, and specialized medical device importers via custom procurement plans.
Understanding the clinical requirements and mechanical properties shaping total hip replacement implants.
In modern hip arthroplasty, the acetabular shell (or acetabular cup) acts as the direct mechanical interface between the pelvic bone and the hip joint system. The long-term success of cementless acetabular cups relies heavily on primary mechanical stability (secured via press-fit mechanics and screw fixation options) and secondary stability (achieved through trabecular titanium pore structures that facilitate rapid bone ingrowth).
As global life expectancy rises, the demand for arthroplasty implants that can endure active patient lifestyles for over 20-25 years has driven significant changes in manufacturing. The shift away from PMMA-cemented implants toward cementless porous-coated titanium solutions has positioned specialized OEM factories as critical links in the medical device supply chain.
To prevent structural loosening and osteolysis, modern acetabular shell designs combine specialized metallurgy and polymer engineering. Advanced materials include:
| Material / Treatment | Key Features | Clinical Benefits |
|---|---|---|
| Ti-6Al-4V ELI (Grade 23 Titanium) | Excellent biocompatibility, high fatigue limit, low modulus of elasticity close to bone. | Reduces stress shielding, prevents implant deformation under weight-bearing cycles. |
| Highly Cross-linked Polyethylene (XLPE) | Vitamin E infused options, ultra-low wear rates. | Minimizes particle wear debris, reducing the risk of aseptic loosening and revision surgeries. |
| Trabecular Metal Coatings | Porous plasma-sprayed titanium or 3D-printed lattices (pore size 300–600 μm). | Promotes rapid osseointegration and excellent initial coefficient of friction against bone. |
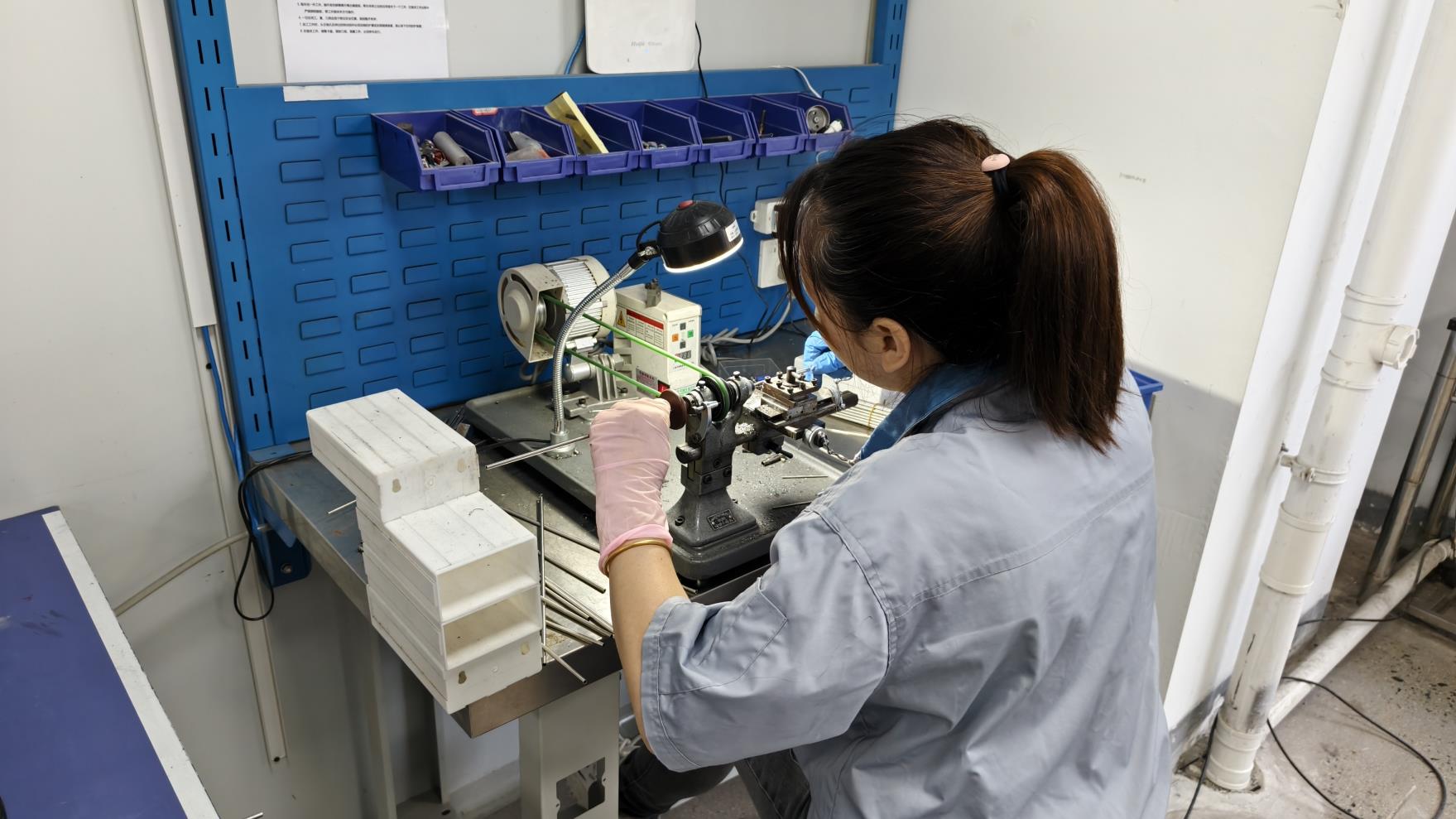
A look at the production stages that transform raw medical-grade titanium alloy into finished orthopedic implants.






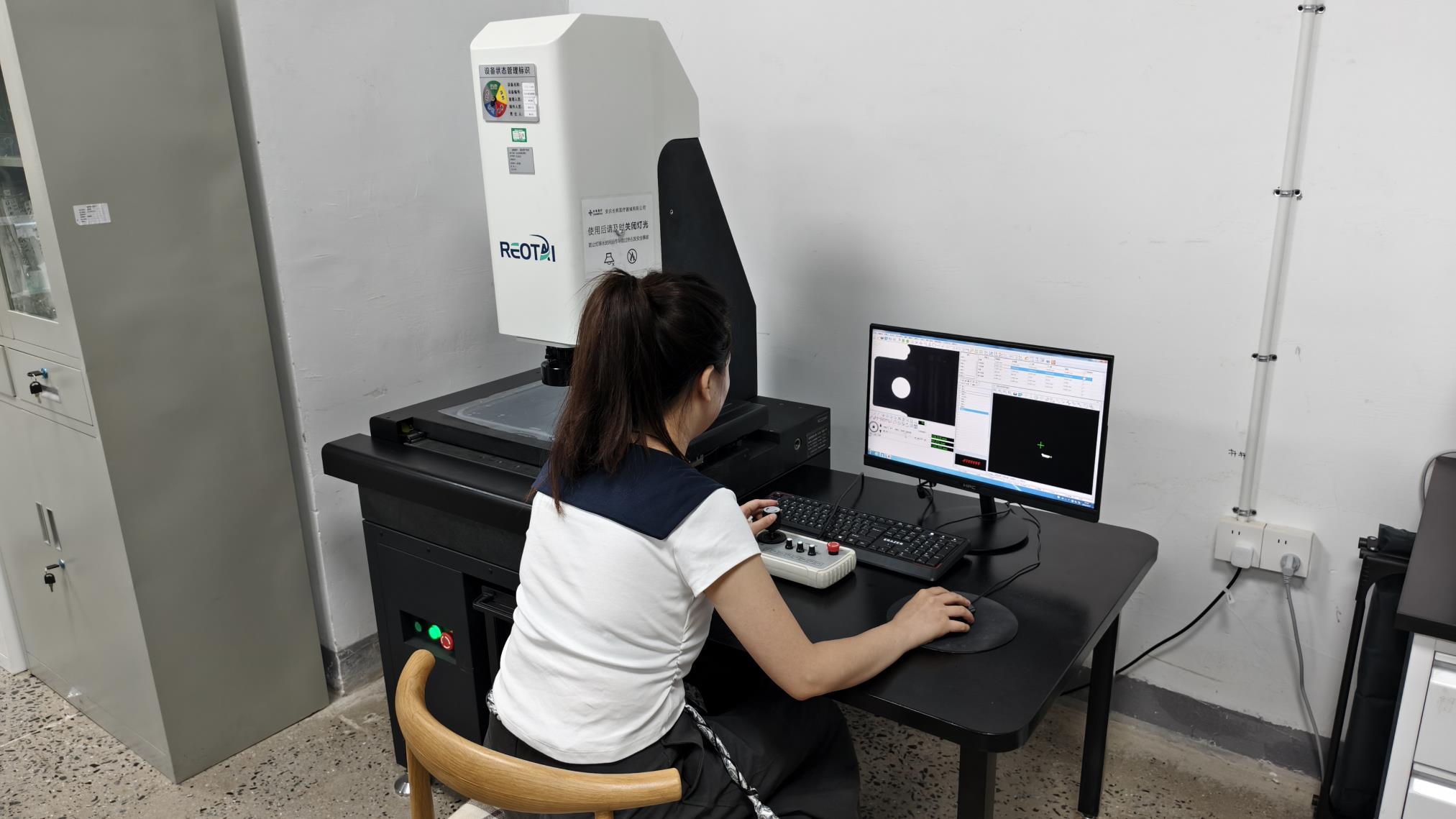
Our manufacturing floor is equipped with precise CNC, Swiss-type lathe, and wire-cutting machinery to meet the tight tolerances required for orthopedic implants.






Our engineering team works with clinical and regulatory groups to customize implant geometries to match regional patient populations and surgeon preferences.
Zynfuse's manufacturing infrastructure supports a range of custom solutions, from custom outer diameters (OD 44mm to 68mm) and varying screw hole configurations to specialized bone-conduction coatings like Titanium Plasma Spray (TPS) and Hydroxyapatite (HA).
| Parameters | Standard Specification | OEM Options |
|---|---|---|
| Material Base | Ti-6Al-4V ELI (ASTM F136) | Trabecular Titanium |
| Outer Diameters | 44mm - 66mm (2mm steps) | 40mm - 72mm custom sizing |
| Screw Acceptability | 6.5mm Cancellous Bone Screws | Custom thread configurations |
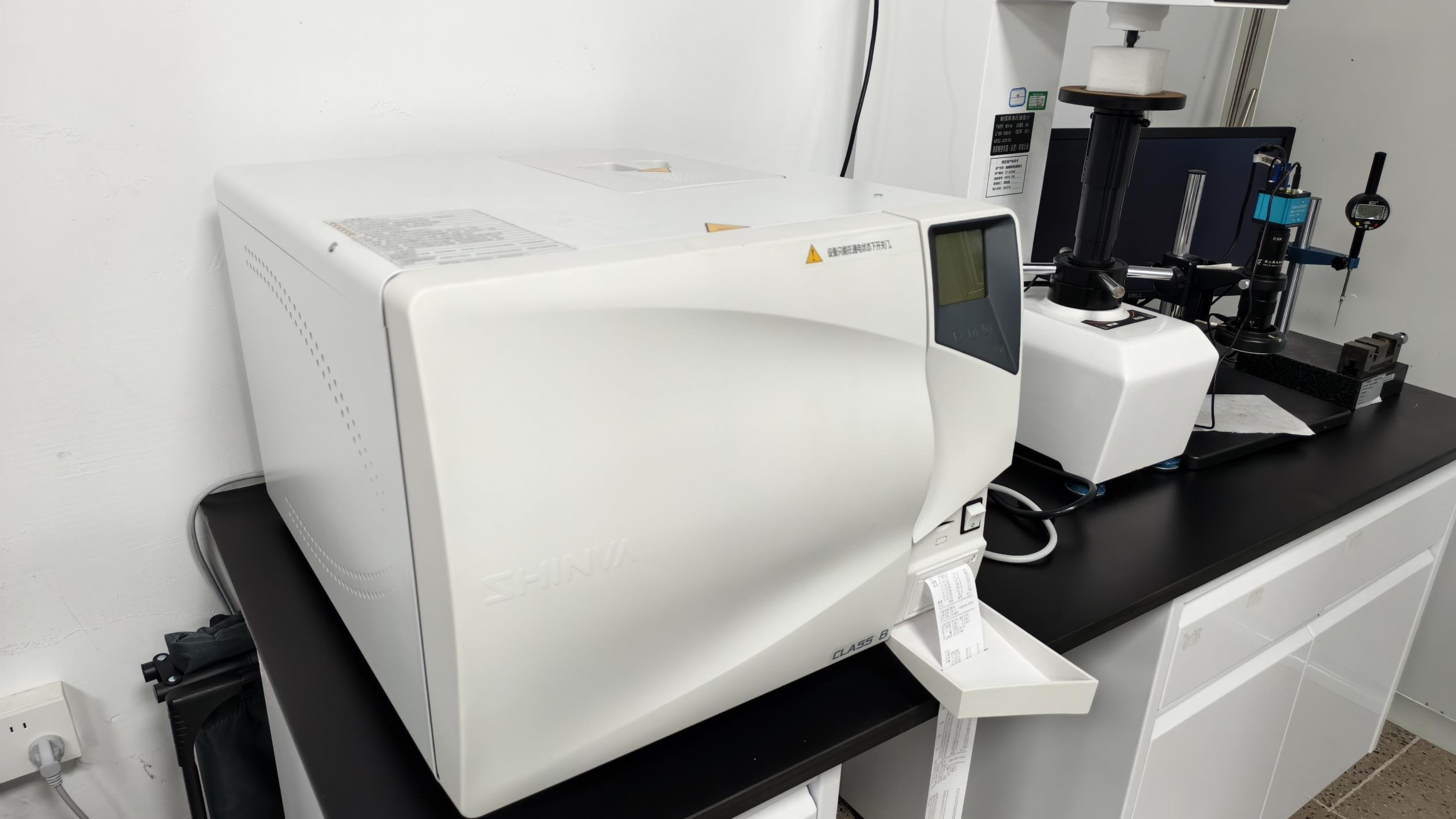
| Sterilization | Gamma Irradiation / EO | Non-sterile bulk packaging |
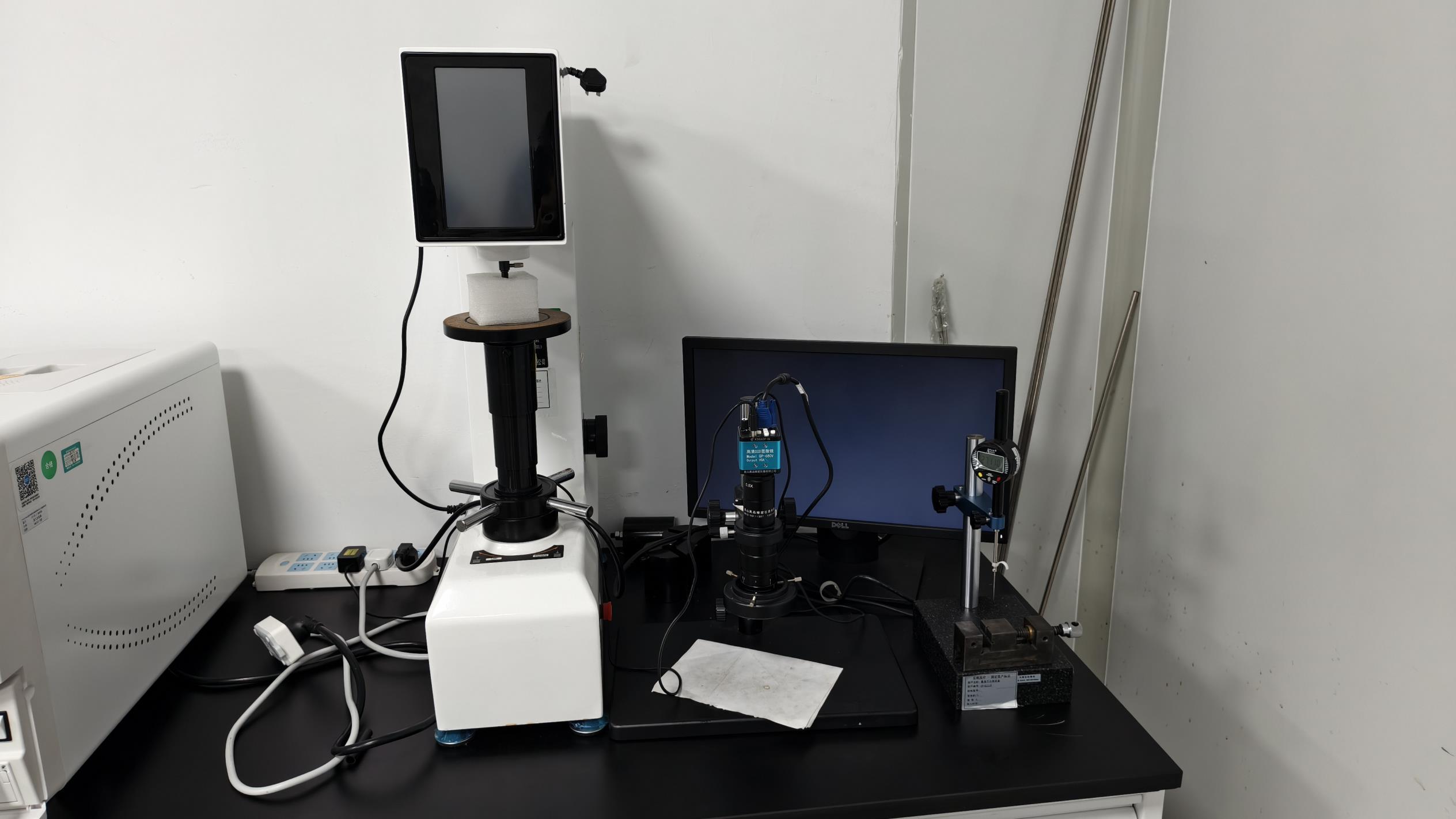
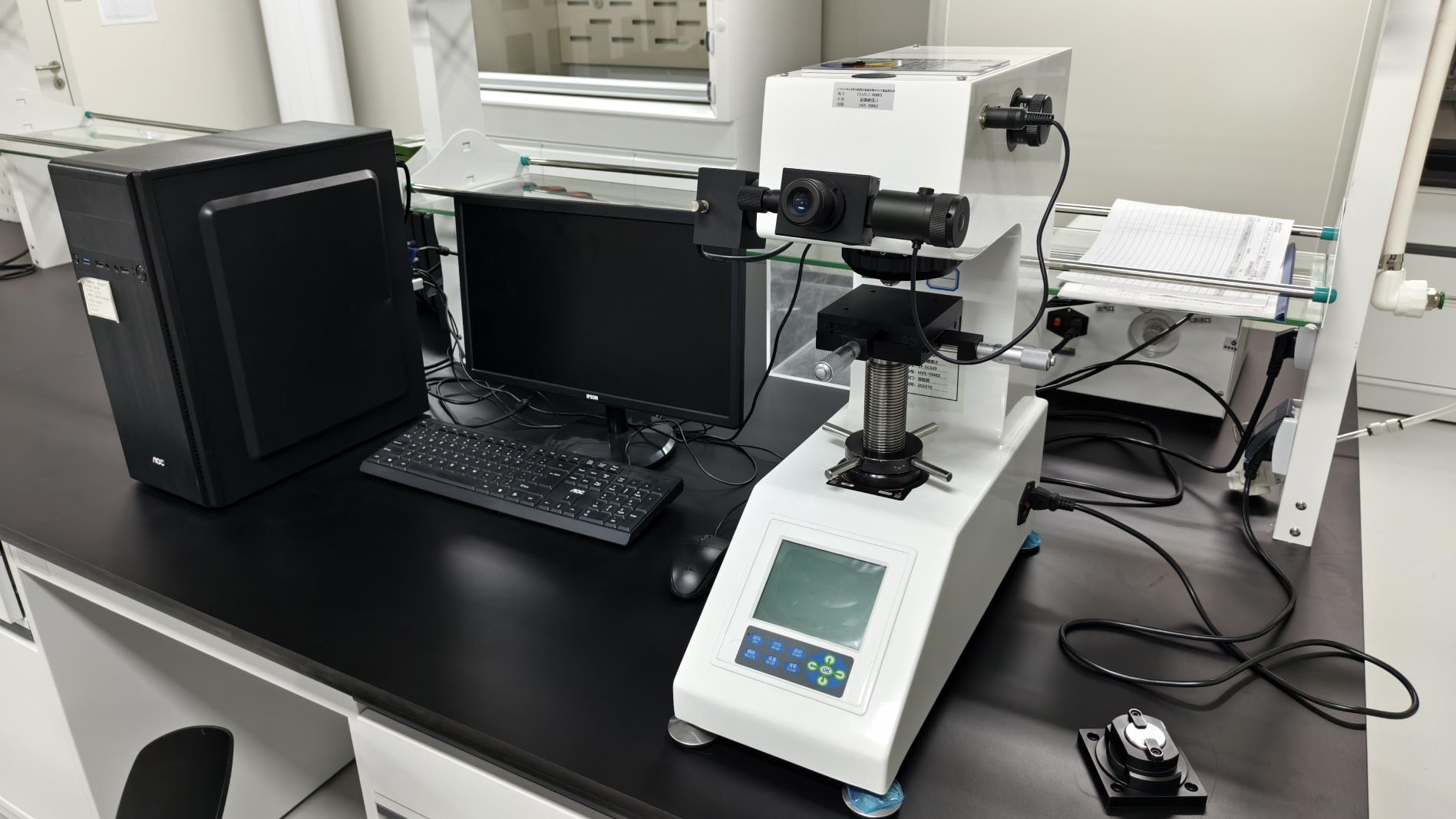
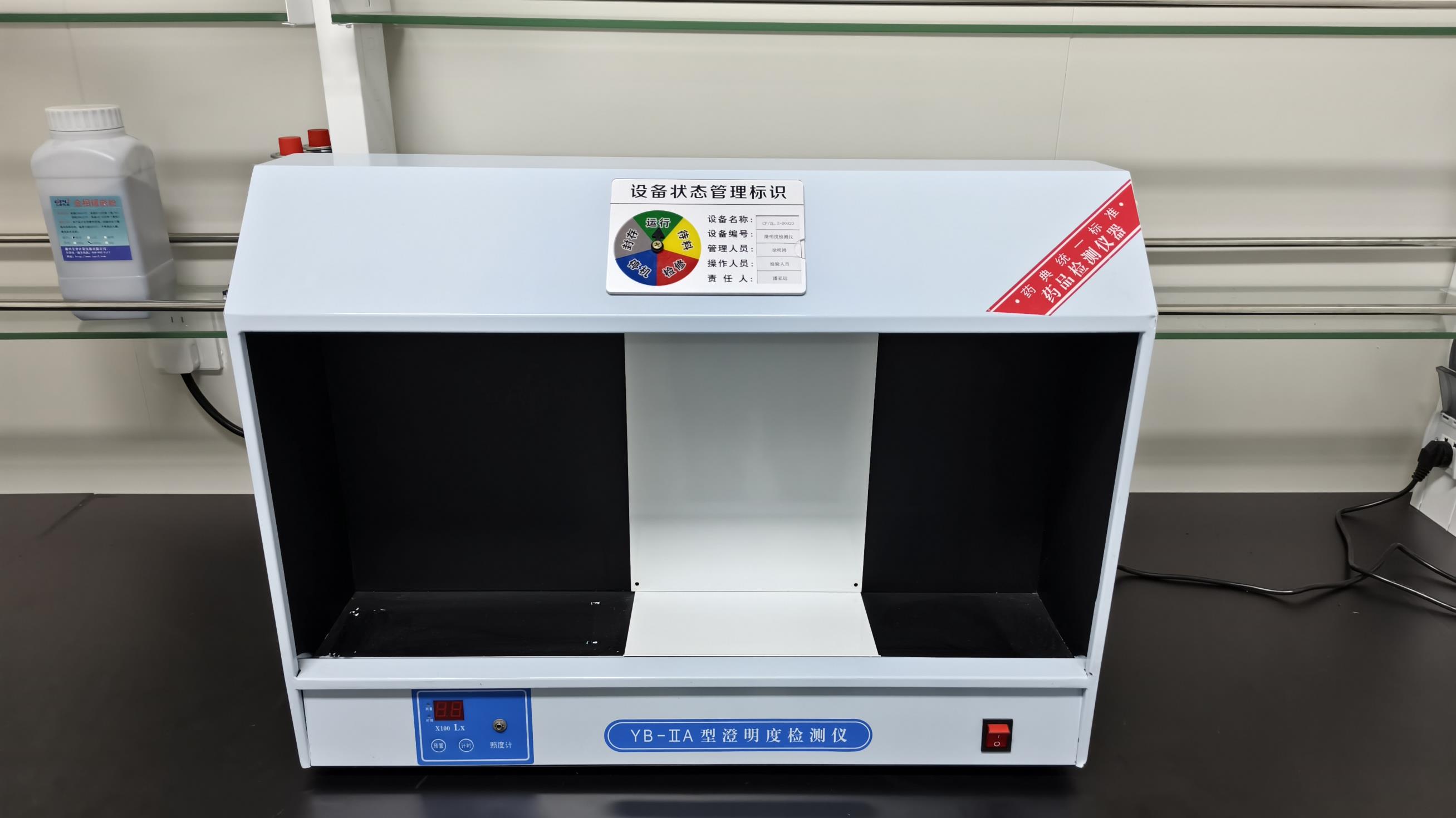
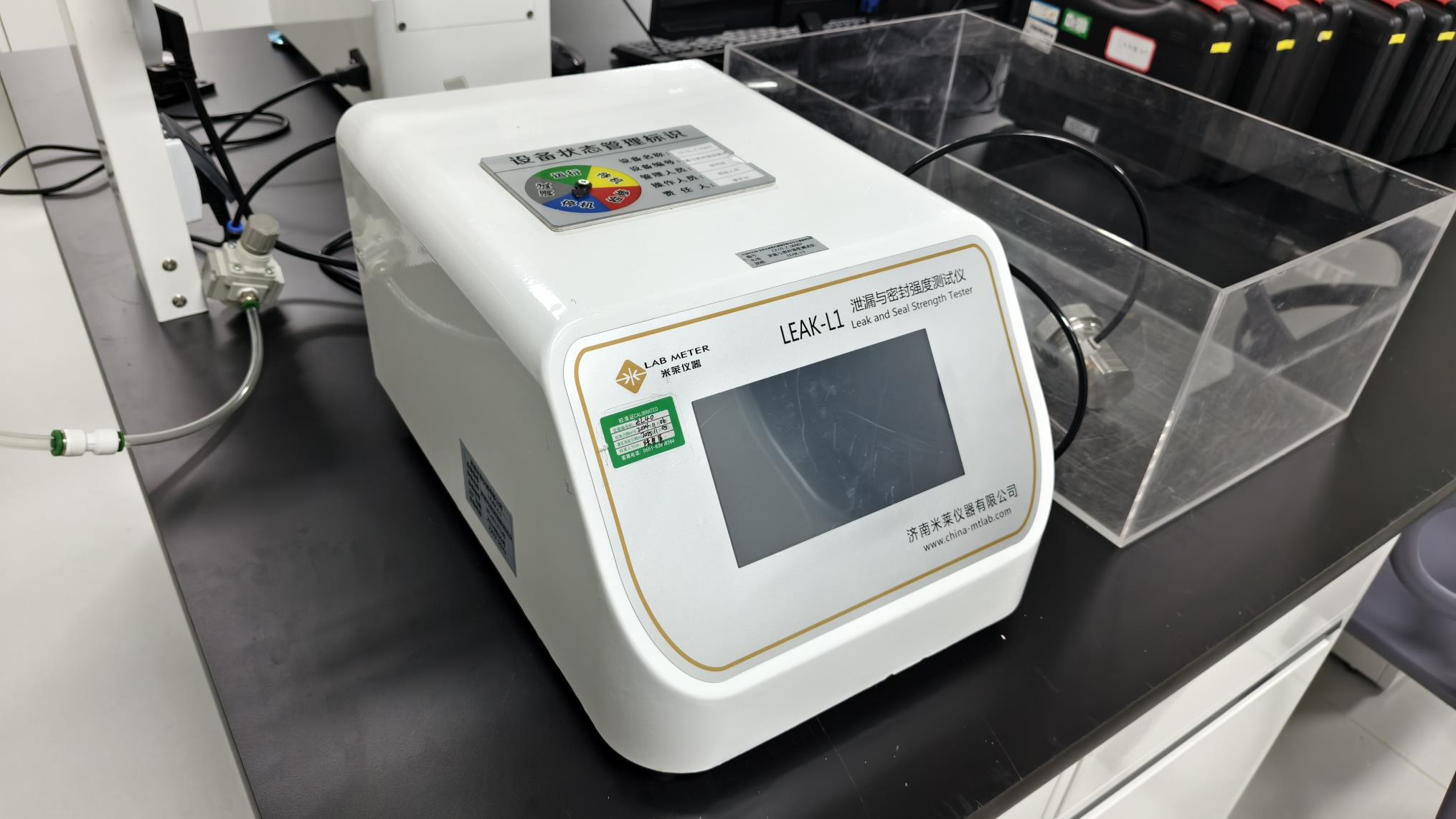
Our quality control system comprises 68 specialists working across testing labs equipped for chemical, physical, and mechanical evaluation.




How Zynfuse aligns manufacturing processes with upcoming trends in orthopedics.
We continue to research advanced surface technologies, such as incorporating antimicrobial agents (e.g., silver-doped coatings) and osteoinductive factors (e.g., BMP-2) into our porous surfaces to lower post-surgical infection risks and accelerate osseointegration.
Additionally, our materials team is investigating highly cross-linked polymer formulas with antioxidant infusion to limit long-term wear in younger, more active patients.
In parallel, our engineering group works on 3D-printed patient-specific cutting blocks and acetabular positioning guides. We are also monitoring research into smart implants containing micro-sensors to track real-time load distribution, micromotion, and joint alignment.
These developments aim to support surgeons in achieving precise placement and reducing early implant revision rates.
Answers to common queries from procurement managers and medical device distributors regarding our OEM/ODM manufacturing.
Explore our broader selection of veterinary surgical tools, bone-fixation plates, and trauma-management systems.











